

restauration moteur ancien opel des années 60
oocb :: Partie Publique :: L'atelier
Page 5 sur 8 • ![]() 1, 2, 3, 4, 5, 6, 7, 8
1, 2, 3, 4, 5, 6, 7, 8 ![]()
![]()
 Re: restauration moteur ancien opel des années 60
Re: restauration moteur ancien opel des années 60
 Daniel 20/11/2015, 05:55
Daniel 20/11/2015, 05:55
Suite
Remplacement du siège du clapet d’entrée de la pompe à essence
(Olympia Rekord, Olympia, Caravan, Fourgonnette de livraison, Kapitän)
Le siège du clapet d’admission est amovible et remplaçable. Pour le déposer, se servir de l’outil SW-31.
1- Par le dessus de la pompe, hors du carter avec l’extrémité appropriée de l’outil SW-31. L’outil se centre automatiquement et, au moment où le siège sort de son logement, l’outil repousse l’arrêtoir du siège de clapet de telle sorte que le siège peut sortir.
2- Placer un siège de clapet neuf dans l’orifice approprié du carter de la pompe à essence et introduire l’extrémité opposée de l’outil SW-31 par le dessus de la pompe.
3- Fixer le siège de clapet. Au moment où le siège de clapet est enfoncé dans le carter de la pompe à essence, l’outil écarte les bords de la partie supérieure du siège de clapet ce qui forme un rebord spécial de fixation. Le siège de clapet est fixé correctement lorsque l’extrémité appropriée de l’outil SW-31 peut-être enfoncée complètement dans l’orifice du siège de clapet.
A suivre.
LD Historien de l'OOCB
Dernière édition par Daniel le 27/11/2015, 07:12, édité 1 fois
Daniel- Messages : 544
Date d'inscription : 22/04/2012
Age : 81
Localisation : Paris Ouest
![]()
![]()
Re: restauration moteur ancien opel des années 60
Daniel 27/11/2015, 07:06
Suite
Remplacement du siège du clapet d’entrée de la pompe à essence
(Olympia Rekord, Olympia, Caravan, Fourgonnette de livraison, Kapitän)
Le siège du clapet d’admission est amovible et remplaçable. Pour le déposer, se servir de l’outil SW-31.
1- Par le dessus de la pompe, hors du carter avec l’extrémité appropriée de l’outil SW-31. L’outil se centre automatiquement et, au moment où le siège sort de son logement, l’outil repousse l’arrêtoir du siège de clapet de telle sorte que le siège peut sortir.
2- Placer un siège de clapet neuf dans l’orifice approprié du carter de la pompe à essence et introduire l’extrémité opposée de l’outil SW-31 par le dessus de la pompe.
3- Fixer le siège de clapet. Au moment où le siège de clapet est enfoncé dans le carter de la pompe à essence, l’outil écarte les bords de la partie supérieure du siège de clapet ce qui forme un rebord spécial de fixation. Le siège de clapet est fixé correctement lorsque l’extrémité appropriée de l’outil SW-31 peut-être enfoncée complètement dans l’orifice du siège de clapet.
LD Historien de l'oocb
Daniel- Messages : 544
Date d'inscription : 22/04/2012
Age : 81
Localisation : Paris Ouest
![]()
![]()
Re: restauration moteur ancien opel des années 60
Daniel 11/12/2015, 11:01
Suite
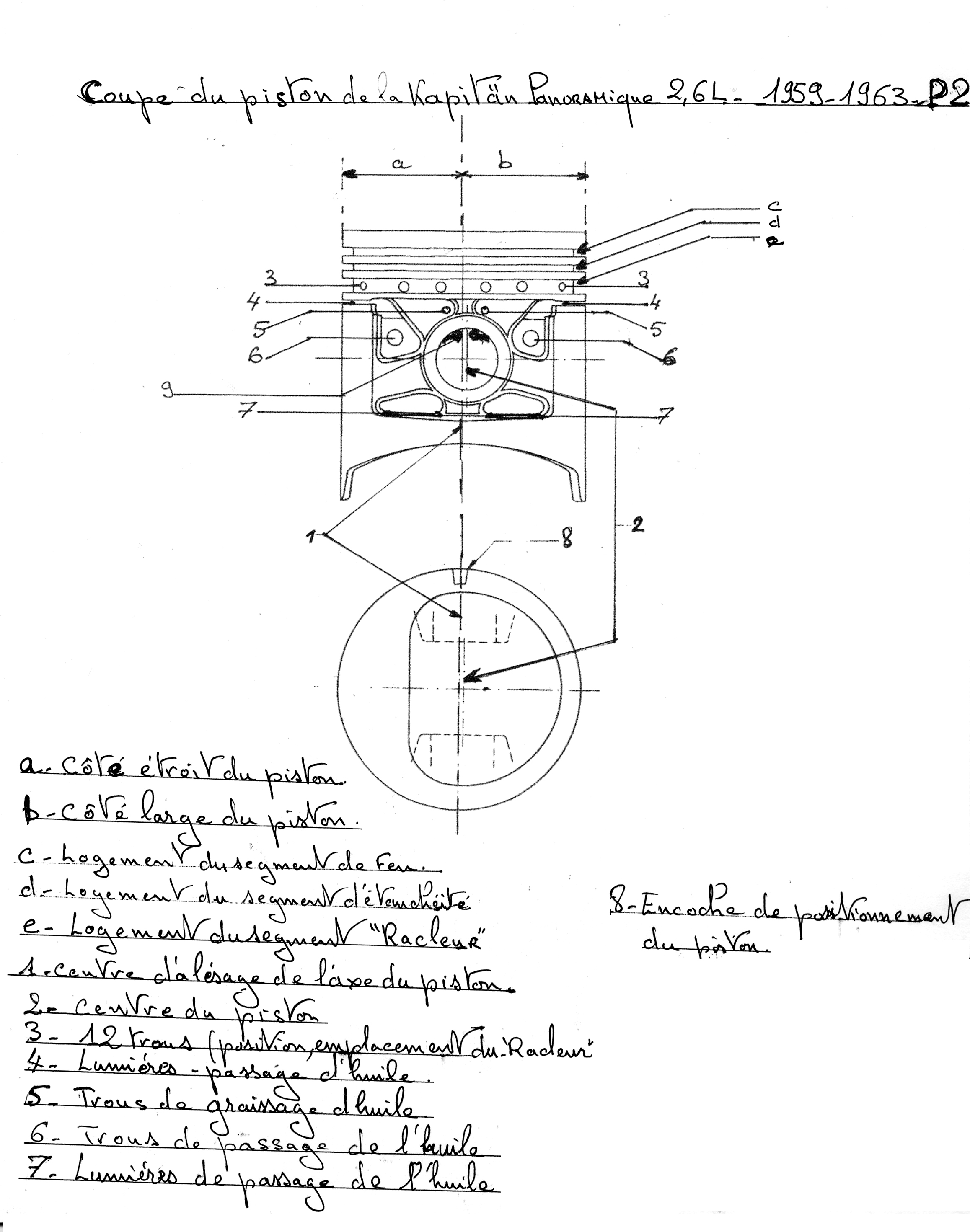
Kapitän Panoramique P2 – 1959-1963-
Piston spécial pour Kapitän P2 2,6L à axe décalé par rapport au centre du piston.
Afin d’éviter le cliquetis du piston, l’axe du piston est décalé du centre. De cette manière, le moment d’allumage ne coïncide pas avec le moment de culbute. Le côté droit du piston doit se trouver vers l’arbre à cames.
( pour le moteur de la Kapitän P2 en 2,5L il y a aussi d’autres références des différents organes : pour les pistons, bielles, segments, bloc, etc).
Il y a 3 segments :
Pour le segment de feu : référence : 630005 cote normale d’usine.
630105 + 0,5 mm usure du cylindre
630155 + 1 mm usure
630203 + 1,5mm usure
Pour le segment d’étanchéité référence : 630279 cote normale d’usine.
630379 + 0,5 mm usure du cylindre
630429 + 1 mm usure
630477 + 1,5 mm usure
Pour le segment ‘Racleur’, section rectangulaire, à 8 lumières.
référence : 632011 cote normale d’usine.
632211 + 0,5 mm usure du cylindre
632311 + 1 mm usure
632459 + 1,5 mm usure
C'est pourquoi nous devons faire en sorte que les segments coupe feu, étanchéité et racleur, sur chaque piston, aient assez de place pour se dilater dans tous les cas de figure, usage routier, roulage sur circuit, etc...
Ce qui est particulièrement important, c'est de bien veiller à avoir assez de jeu pour les 2 premiers segments ( même si le segment racleur reste évidemment important ), donc celui coupe feu et celui d'étanchéité car ce sont eux qui vont évacuer la majeure partie de la chaleur du piston vers le bloc moteur. Voici un tableau qui donne une idée du % d'évacuation de la chaleur dans un cylindre de moteur à essence de diamètre d'environ 80mm.
Le segment pare feu évacue 50% de la chaleur vers le cylindre
Le segment d’étanchéité évacue 30% de la chaleur vers le cylindre
Le segment Racleur évacue 15% de la chaleur vers le cylindre.
Tout dépend suivant le type du moteur, du nombre de segments, etc.
Le jeu à la coupe d'un segment est l'écart entre ses deux becs lorsqu'il est monté dans le cylindre. Ce jeu doit être compris à froid, sur les moteurs à essence, d'une cylindrée d'environ 80mm de diamètre, entre 0.3mm et 0.45mm ( 0,012 et 0,018 Inchs). ( >!! les dimensions exactes doivent être vérifiées sur les revues techniques des moteurs correspondants !!<). Malheureusement retrouver la RTA d’époque, la galère !!!.
Lors de la réfection d'un moteur, il est nécessaire de mesurer et d'éventuellement régler ce jeu, pour un bon fonctionnement et une bonne fiabilité du moteur.
La mesure du jeu à la coupe des segments permet d'être sûr que les 2 extrémités du segment ne puissent pas venir se rencontrer en cas de forte dilatation de ce dernier dû par exemple à un usage sportif de la voiture.
Car si les 2 extrémités venaient à être au contact l'une de l'autre, le segment n'aurait plus de débattement possible pour se dilater et viendrait frotter d'une manière "agressive" sur les cylindres avec pour conséquence d'endommager ces derniers, voire même de faire serrer les pistons dans les cylindres. A l'inverse, trop de jeu produit une dégradation de la puissance du moteur dû à une perte de compression.
Le jeu à la coupe des segments est important :
Trop de jeu = une perte de puissance du moteur
Pas assez de jeu = risque de serrage du segment sur le cylindre.
C'est pourquoi nous devons faire en sorte que les segments coupe feu, étanchéité et racleur, sur chaque piston, aient assez de place pour se dilater dans tous les cas de figure, usage routier, roulage sur circuit, etc...
Ce qui est particulièrement important, c'est de bien veiller à avoir assez de jeu pour les 2 premiers segments ( même si le segment racleur reste évidemment important ), donc celui coupe feu et celui d'étanchéité car ce sont eux qui vont évacuer la majeure partie de la chaleur du piston vers le bloc moteur. Voici un tableau qui donne une idée du % d'évacuation de la chaleur dans un cylindre de moteur à essence de diamètre d'environ 80mm.
Méthode pour mesurer la jeu des segments:
Il faut commencer par nettoyer le cylindre avec un chiffon propre. Ensuite pour faciliter l'introduction du segment dans le cylindre, on huile légèrement sa surface. Puis on place le segment dans son cylindre.
On se munit ensuite d'un jeu de cales d'épaisseur pour mesurer le jeu à la coupe.
jeu de cales
Le jeu à la coupe des segments doit être entre 0.25 et 0.45 mm, pour un moteur à essence d'environ 80mm de diamètre.
! TRES IMPORTANT ! Il est nécessaire de consulter et de se référer à la revue technique (R.T.A.) du constructeur du moteur concerné.
Régler le jeu à la coupe:
Si ce jeu est trop faible et ne correspond pas à la valeur revue technique, il sera nécessaire de limer le segment à ses extrémités. On utilise ordinairement des petites limes type "lime de Genève", pour faire cette opération délicate. Il existe aussi un outil spécifique avec une petite manivelle et un disque d'émeri.
Attention il est obligatoire de vérifier périodiquement si le jeu indiqué est atteint !
limer l'extrémité du segment :
Il faut y aller très progressivement et vérifier le jeu périodiquement, plutôt que viser directement la valeur de la R.T.A. , afin de minimiser la possibilité d'enlever trop de matière. Si vous dépassez la valeur, il faudra vous procurer un autre segment neuf !
On recommence l'opération sur TOUS les segments, de TOUS les cylindres en prenant soin de bien les répertorier, afin de ne pas se tromper au remontage des segments sur les pistons dans leur cylindre.
Un point important, veillez à faire cette mesure avec le bloc moteur, les segments et le jeu de cales à la même température afin de réaliser des relevés fiables.
Jeu en hauteur :
Pour être très puriste, on peut aussi mesurer le jeu en hauteur des segments de feu et d'étanchéité, dans leurs propres gorges, il est de quelques centièmes de mm. La méthode consiste à effectuer la mesure avec un jeu de cales spécifique, quand le segment est dans sa propre gorge. Cette mesure n'est pas indispensable, mais il est préconisé de vérifier si les segments sont libres dans leurs gorges, tout simplement en faisant tourner sans effort le segment dans sa gorge (car personne n'a le jeu de cales de quelques centièmes).
Contrôler le jeu des segments dans leur gorge en faisant rouler les segments dans les gorges, par l’extérieur. Le jeu des segments dans la gorge doit être le suivant :
Segment supérieur d’étanchéité (pare feu) : 0,038 à 0,076 mm ( 0,0015 à 0,003’’)
Segment inférieure d’étanchéité : 0,025 mm - 0,063 mm (0,001 à 0,0025’’)
Segment Racleur d’huile : 0,025 à 0,063 mm - (0,001 à 0,0025’’)
Dans le cas d'une mesure avec un cylindre "dans son jus", il faudrait pouvoir mesurer à différents endroits du cylindre.
Pour les cylindres qui ne sont pas réalésés mais juste déglacés :
Normalement qui dit "segment neuf" dit "réalésage". !!
Mais dans le cas défavorable où il y aurait juste déglaçage sans reprise de la géométrie de la chemise (réalésage), il faudra ajuster le jeu à la coupe en positionnant le segment en bas de chemise dans la zone non balayée par les segments. C'est là que l'alésage est le plus petit (moins usé) et là où la chemise est la plus froide (donc moins dilaté moteur chaud). Quand il y a grippage d'un segment pour cause de jeu trop faible, c'est toujours par le bas que ça s'amorce.
(Lumières rectangulaires du segment ‘Racleur’ : 13 mm x 1 mm)
Sous le segment ‘Racleur’ il y a 12 trous, sur le périmètre du piston, communiquant avec l’intérieur du piston (haut de la bielle.)
En dessous du segment ‘Racleur’ se trouve deux fentes de récupération des huiles de graissage, une à droite, une à gauche, permettent le graissage de l’axe de la tête de bielle.
De chaque côté de l’axe du piston se trouve en dessous du segment ‘Racleur’ 2 fentes de récupération des huiles de graissage du cylindre tombant à l’intérieur du bas du piston en direction du carter moteur.
Au-dessous des 2 fentes (ouvertures) se trouvent 2 trous de passages de l’huile pour le graissage de l’axe de la bielle.
Sur la partie haute de la structure du piston fixant l’axe du piston se trouvent 2 trous de graissage de l’axe du piston 2 côté gauche et 2 côté droit.
Ce qui fait pour la récupération de l’huile et le graissage : 26
12 trous derrière le segment racleur de 3 mm de diamètre
2 fentes horizontales de 54 mm x 2 mm
4 gros trous de 4,5 mm de diamètre
4 trous conduisant au graissage de l’axe de la tête de bielle de 2 mm de diamètre
4 fentes (2 d’un côté, 2 de l’autre sur le bas de l’axe du piston.) De 22 mm sur 1,5 mm.
Les alésages des marques dans le piston comportent 3 alésages successifs. Une marque de couleur corresponde est pratiquée à l’intérieur du piston. Les axes de piston ad hoc possèdent également cette marque et sont assortis en numéro de pièces
Tâche de couleur au piston Numéro de pièces Axe de piston ad oc mm diamètre
jaune 634008 de 21,986 à 21,990
bleu 634006 au de là de 21,990 à 21,994
vert 634009 au de là de 21,994 à 21,998
Nettoyage du piston :
Dégraissant ‘’ Pronet’’ Jaune La technique des Pros élimine les graisses minérales moteur jantes roulements - En bidon de 5 L –
Dégraissant tous métaux
White Spirit
WD 40
Une pince Facom 751.T pour ôter les segments et les reposer 40 Euros suivant le diamètre ( de 45 à 100 mm.) D’autres marques sont moins chères.
Une lime ronde, longue et fine, ‘’queue de rat ‘’, pour déboucher les conduits de passage de l’huile.
Un pinceau, chiffon, etc. Un morceau de segment cassé pour retirer la trace de calamine dans chacune des trois rainures. Un tournevis plat et fin, une lame de cutter, un forêt de 2,5 mm.
Une brosse rotative en nylon pour nettoyer le pourtour et le dessus du piston. Pas d’instrument tranchant pour retirer la calamine sur la tête du piston. Elle se dissoudra dans le dégraissant.
Un Nettoyeur Ultrasonique élimine les dernières particules dans les transferts d’huile du piston. Fonctionnant avec de l’eau déminéralisée, eau du robinet, et du détergent liquide. Durée 8 minutes pour faire le nettoyage complet d’un piston (minuterie). Efficace- 42.000 cycles par seconde -Faible consommation : 30W en 220 V – Capacité variable suivant le modèle acheté. Dès la mise en fonction vous voyez les particules se détacher du piston ainsi que des effluves noires, que vous retrouverez au fond de la cuve en inox. Le petit modèle testé que je me suis servi est un nettoyeur pour la bijouterie. Pour être à l’aise il faut une cuve en inox de 30 cm de long (piston + bielle), 10 cm de large et 10 cm de haut. Il existe beaucoup d’autres modèles de capacités 0,7L à + de 25 L, avec des bains chauffants, minuterie jusqu’à 1 heure, et des puissances différentes + de 100 W à plusieurs KW, pour les ‘Pro’ de 28 L à 500 L, etc. Pour nettoyer un carburateur 180 W minimum avec une cuve de 6L ( environ entre 450 et 600 Euros, cuve 300 x 150 x 148 -300W, 200W Efficaces, température 0 à 80°, cuve 6 L, minuterie de 0 à 60 mn, 4 transducteurs ultrasoniques, 28/40 khz, la puissance réglable des ultrasons en 5 niveaux mémorisables.)
Pour le dégraissant laisser agir une dizaine d’heures, le piston étant noyé dans le produit. Puis changer de dégraissant pour éliminer toutes les traces de dépôts divers en frottant avec un pinceau. Plusieurs bains sont nécessaires suivant l’encrassement, l’oxydation, ou le stockage dans un milieu hostile. Nettoyer tous les transferts, comme indiqué précédemment, brosser le piston avec une brosse rotative en nylon. Si tous les transferts d’huile, derrière le ‘Racleur’, sont bouchés, prendre une lime ronde et fine (queue de rat) pour déboucher les transferts. Si c’est impossible avec la lime ronde, prendre un forêt de 2,5 mm, monté sur une perceuse à main en vitesse lente, pour éliminer le bouchon de calamine. Les angles des transferts sont variables, se référencer aux angles de perçage avec un autre piston. Avec un morceau de segment cassé nettoyer les emplacements des segments et faire disparaître toute la calamine (3 largeurs différentes). Un bon nettoyage vous permet de lire les références gravées à l’intérieur du piston. Avec une bombe de WD 40, voir si tous les trous de graissage sont opérationnels. Faire un graissage avec de l’huile moteur sur l’axe du piston.
En cas de changement impératif de l’axe du piston :
Il est possible de démonter l’axe de la bielle en chauffant le piston dans un récipient remplit d’eau. Monter la température à 35°, défaire les clips avec une pince spéciale, pousser avec le pouce l’axe doit sortir tout seul de son logement. Vérifier les 4 trous de graissage de l’axe du piston, le graisseur supérieur de la bielle. Bien repéré le sens du montage de la bielle car une erreur de 180° serait d’engendrer un autre problème pour le bon fonctionnement du moteur. Il faudrait redémonter à nouveau le moteur. Axe du piston décalé et bielle spéciale. Pour le remontage procéder de la même façon en inversant le processus. Lors du remontage des segments les tiercer à 120°. Huiler les segments et l’axe du piston avec de l’huile moteur. Ne pas intervertir les coussinets des bielles. Chaque coussinet de bielle a été marqué par un coup de poinçon allant de 1 à 6 pour un 6 cylindres. Si une bielle a été changée refrapper son numéro pour retrouver son emplacement. Il faut, lors du remontage, que toutes les encoches gravées sur les pistons soit toutes du même côté (dirigée vers la pompe à eau, cylindre 1).
Pour insérer les segments dans les cylindres (chemises):
Le montage des pistons dans les cylindres est une opération délicate, mais avec l'utilisation d'un bon outillage, un peu de réflexion et sans précipitation, cela est à la portée de tous.
Après un dernier contrôle des segments de chaque piston (sens, positionnement) on ouvre le compresseur de segments afin de tous les enserrer.
On serre ensuite le compresseur pour faire entrer tous les segments dans leur gorge respective.
Le réglage du serrage est aussi plus précis et plus facile. Enfin il ne présente pas le risque de se retrouver coincé entre le piston (segment de feu) et le cylindre. Avec le compresseur on évite ainsi de rayer la chemise ou de casser un segment, un vrai confort. Il ne permet pas de monter des pistons dont le diamètre est inférieur à 60 mm.
Enfin, on positionne l'ensemble au dessus du cylindre, on fait entrer la jupe du piston à l'intérieur du cylindre et on pousse simplement le piston avec un morceau de bois (manche de marteau, rouleau à pâtisserie, etc), pour qu'il entre dans le cylindre.
Compresseur de segments allant de 60 à 90 mm.- 9,90 Euros – à + suivant la marque, le marchand , + frais d’expédition.
Une fois le piston complètement entré (tous les segments sont dans le cylindre) il suffit de desserrer le compresseur pour recommencer l'opération avec les autres pistons (6).
Il existe des compresseurs pour les pistons de gros diamètre (supérieur à 90 mm.) Prendre pour la 2,6L un compresseur de segments allant de 80 à 110 mm. – 11,90 Euros, à + suivant la marque, le marchand, + frais d’expédition.
Compresseur Facom : de 55 à 110 mm, hauteur de la bande 76 mm - 55,28 Euros, suivant le marchand, + frais d’expédition.
Pour les ‘’Pro’’ il existe des coffrets de 6 bandes allant de 73 mm à 117 mm (7/8 à 5/8 : Inchs ) pour aller dans des petits espaces, serrage par une pince spéciale, genre pince à clips. -Kit ‘Pro’ : 116 Euros- à + suivant la marque, le marchand, + frais d’expédition.
Vous trouverez aussi différents types de compresseurs de segments allant de 45 à 75 mm.- de 75 mm à 140 mm, entre 22 à 29 Euros, suivant le modèle, le marchand, + frais d’expédition.
----------
Huiles pour anciennes :
Huile Antar Molygraphite
N'importe quelle huile minérale ou synthétique peut remplacer la Molygraphite et il n'est nul besoin de faire un rinçage.
Cette huile ne contient en effet qu'une infinitésimale quantité de bisulfure de molybdène et de graphite.
Ces micros particules n'offrent donc aucun problème de miscibilité avec d'autres huiles.
En fait, l'argumentaire tenu à l'époque par de nombreux garagistes était beaucoup plus commercial que technique, ils prêchaient en quelque sorte pour leur paroisse et s'assurer ainsi une certaine fidélisation de leur clientèle.
Ces arguments fallacieux arrangeaient évidemment le pétrolier qui se gardait bien alors de contredire ses représentants...
Elf Lub HTX Rétro, nouvelles huiles pour anciennes
Le groupe Total-Fina-Elf s'intéresse à nos voitures anciennes.
Les laboratoires Elf de recherche de Solaize près de Lyon viennent en effet de mettre au point une huile LUB HTX RETRO spécialement destinée aux moteurs anciens.
Trois formulations de cette huile minérale sont disponibles pour les moteurs et deux autres pour les boîtes et les ponts :
HTX RETRO 1, une monograde 40 faiblement détergente pour les moteurs jusqu'aux années 1950 ;
HTX RETRO 2 : une multigrade 20 W 50 pour les moteurs des années 1960 ;
HTX RETRO 3 : 20 W 50 elle aussi mais pour les moteurs des années 1970 ;
HTX RETRO G : une 80 W pour les boîtes ;
HTX RETRO T, une 80 W 90 spécialement formulée pour les boîtes et les ponts.
Renseignements : Région Nord, Bigo Car Lille, tél : 03.20 96 32 32 - Région Sud Est, Elf Compétition Lyon, tél : 04.78.70.11.34.
Lubrification des véhicules anciens :
Moteur: 15W40 ou 20W50 en cas de consommation d'huile.
Moteurs d'avant 1950 ou ayant fonctionné à l'Antar Molygraphite (avant 1970) :
démontage pour suppression des dépôts de graphite
Risque de décollement sous l'effet des huiles détergentes et obstruction des circuits d'huile.
Les 2 moteurs des 2 Kapitän, sans filtre à huile, en étaient complètement recouvert de dépôts : Carter moteur, filtre en métal de la pompe à huile 90% bouché, solidifié, déformé par l’aspiration, transferts d’huile, tubes, l’arbre des culbuteurs bouché, dépôt important sur le dessus de la culasse, etc. Pour nettoyer l’intérieur de l’arbre des culbuteurs il faut faire sauter les 2 pastilles (à chaque extrémité) et nettoyer les transferts d’huile des culbuteurs.
Boîte de vitesses: EP 80 ou 80W90
Pont arrière: huile de pont standard, sauf 203/403/404 avec pont à vis.
Suspension: anciens modèles Rolls-Royce et Citroën, huile rouge non miscible.
LD Historien de l'OOCB
Daniel- Messages : 544
Date d'inscription : 22/04/2012
Age : 81
Localisation : Paris Ouest
![]()
![]()

Daniel- Messages : 544
Date d'inscription : 22/04/2012
Age : 81
Localisation : Paris Ouest
![]()
![]()
Re: restauration moteur ancien opel des années 60
Daniel 1/1/2016, 09:43
Suite
Poids de chaque piston avec sa bielle complète sans les segments
Balance digitale précision LS-2000 H 0,05gr jusqu’à 1000 grammes
0,1 gr jusqu’à 2000 grammes
Cylindre N° 1 : 1353,8 grammes
Ecart de poids entre 1 et 2 : 4,8 grammes
Cylindre N° 2 : 1358,6 grammes
Ecart de poids entre 2 et 3 : 14,1 grammes
Cylindre N° 3 : 1344,5 grammes
Ecart de poids entre 3 et 4 : 15,3 grammes
Cylindre N° 4 : 1359,8 grammes
Ecart de poids entre 4 et 5 : 12,3 grammes
Cylindre N° 5 : 1347,5 grammes
Ecart de poids entre 5 et 6 : 3,1 grammes
Cylindre N° 6 : 1350,6 grammes
Différences de poids entre l’ensemble le plus lourd et le plus léger : 15,3 grammes.
La différence de poids des bielles dans un moteur ne doivent pas être supérieure à 8 grammes. En cas de remplacement d’une seule bielle, il faut déterminer le poids de la bielle déposée ou d’une bielle se trouvant dans le moteur et en choisir une neuve de même poids. En théorie nous avons donc 8 grammes d’après la norme maximum, là, il y a 15,3 grammes de différence entre le max et le min. Ce moteur de la Kapitän P2 n’a jamais été déculassé, dans les 100.000 km qu’il a parcouru, à son compteur 114.*** km. Peut-être qu’à cette époque les tolérances étaient elles plus grandes !.
L’allégement de celle-ci pourra se faire en tenant compte de :
- La matière (acier, fonte modulaire, aluminium,…)
- L’entraxe (rigidité).
- Son utilisation.
Le piston :
Il a un mouvement linéaire alternatif, donc, il est très intéressant de monter des pistons les plus légers possibles, pour améliorer l’accélération et diminuer les contraintes mécaniques des bielles et du vilebrequin.
Les contrepoids du vilebrequin et l‘ axe d’équilibrage sont calculés en fonction du poids des bielles et des pistons, basés sur des essais des moteur en usine.
Société d’usinages pour tout types de moteurs anciens, bateaux, motos, automobiles, avions, préparations, compétitions. De A à Z.
Toute modification importante du poids (vilebrequin, bielles, pistons, axe d’équilibrage)
par rapport au poids d’origine, entraînera des vibrations proportionnelles à la quantité de poids enlevé sur ces différentes parties du moteur.
L’allégement de ces éléments est bénéfique pour les performances à conditions : de respecter les règles de physique (et d’équilibrage).
Processus de l'équilibrage : Généralement, on équilibre le vilebrequin seul, puis lorsqu’il est parfait, on ajoute et on équilibre pièce après pièce, le volant, l’embrayage, etc…
Certains cas doivent être équilibrés ensemble, car des contrepoids externes sont présents dans le volant et le damper (Mercedes anciennes, V8 Big Bloc)
Nous équilibrons généralement avec une précision supérieure à 5 g/cm, ce qui, pour le visualiser, représente moins de 1 g de défaut total d’équilibrage à l’extérieur du vilebrequin.
Bien sûr, différents cas de précision peuvent être pris en compte.
La précision de l’équilibrage d’origine des vilebrequins est assez variable selon les marques : depuis 10 g/cm pour les rares marques très qualitatives, 20 g/cm très souvent, jusqu’à 50 g/cm (soit 10 fois notre tolérance) plus souvent qu’on ne le croit.
Dans quels cas doit-on faire l'équilibrage :
• En cas de modification des pièces, allègement ou autre, le rééquilibrage est indispensable.
A noter que l’on peut équilibrer un volant seul, par exemple après allègement.
• Lorsque l’on veut être sûr de sa mécanique, car le seul moyen de savoir où en est l’équilibrage d’un vilebrequin, c’est de le faire. De plus, en équilibrant les pièces ensemble, on assure une précision générale d’équilibrage, impossible en série.
• Sur tous les moteurs où il faut faire un calcul : les changements de poids de pistons ou de bielles déradent l’équilibrage. Un moteur moyennement équilibré marche malgré tout, mais sa qualité de fonctionnement est dégradée et son usure à moyen terme est souvent plus élevée.
Le niveau de vibration n’est pas toujours ressenti en automobile (de par le montage du moteur) mais est parfois très sensible sur les motos, en cas de mauvais équilibrage.
Le gain de performance peut, dans le cas de moteurs tournant vite et mal équilibrés à l’origine, être si ce n’est important, souvent non négligeable.
Combien coûte l'équilibrage :
les équilibrages ne sont pas des opérations trop onéreux.
• Pour les vilebrequins ordinaires, de moins de 100 euros HT à 200 euros HT, en fonction des cas.
• Si les masselottes calculées sont nécessaires : plus de 200 euros HT et jusqu’à plus de 500 euros HT pour les choses particulières.
• Les équilibrages de bielles, pistons, etc… sont très dépendants des différences de poids au départ et son généralement facturés au temps passé.
LD Historien de l'OOCB
Daniel- Messages : 544
Date d'inscription : 22/04/2012
Age : 81
Localisation : Paris Ouest
![]()
![]()
Re: restauration moteur ancien opel des années 60
Jacques 1/1/2016, 17:18
Dans les années 70, plusieurs motos bicylindres avaient les pistons qui montaient et descendaient simultanément; un ami possédait une Laverda 750 ainsi équipée ...
Lorsque la moto était placée sur sa béquille centrale, elle reculait du fait des vibrations!!
Assez surprenant!!

Jacques- Messages : 743
Date d'inscription : 10/04/2012
Age : 71
Localisation : DREHANCE
![]()
![]()
Re: restauration moteur ancien opel des années 60
Daniel 8/1/2016, 09:10
Suite
Fabrication d’un amortisseur de train avant – métal et caoutchouc-
Phase 1- Préparation
Sur les 3 points de fixations du support avant (berceau) il y a 2 rondelles identiques, embouties, même diamètre pour le boulon central qui est de 16 mm. Le diamètre de la rondelle métallique est de 69,3 mm, épaisseur de la rondelle 2,8 mm, hauteur totale : 6,7mm. Par rapport à la face avant de la voiture, ils se trouvent tous les deux à l’arrière. Le berceau (poutre) a la forme d’un triangle ou d’un Té.
Sur l’avant la rondelle est plus petite, diamètre du boulon de fixation est de 12 mm. Le diamètre de la rondelle métallique est de 65,3 mm, épaisseur de la rondelle 2,8 mm, hauteur totale : 7 mm. Les 3 rondelles pré formée sont recouvertes d’une pellicule de caoutchouc avec comme dessin la forme d’une cannelure avec dent droite et allongée, elles sont écartées les unes des autres, en direction du centre au nombre de 12 formant un amortisseur et un absorbeur de vibrations. La hauteur des cannelures doivent être de 2,5mm et uniforme sur tout le pourtour.
Avec le temps le caoutchouc fond, il s’auto-détruit.
Reproduction d’un amortisseur avec son caoutchouc.
1- Il faut récupérer une boîte en plastique transparente de préférence de section carrée pour réduire les pertes de produit. Dimensions interne de la boîte que j’ai récupéré : 92 mm x 92 mm x 55 mm.
Présenter la rondelle et la descendre au fond du récipient. Il faudra laisser un minimum de 1 cm autour de la pièce.
Pour la hauteur du récipient il faut que la pièce soit recouverte d’au moins 1 cm du produit.
2- Bien nettoyer le dessous de la rondelle métallique avec une brosse rotative en fil d’acier où en nylon montée sur une perceuse. Sélectionner la rondelle amortisseur avec le meilleur profil de la denture restante pour en faire la meilleure empreinte.
Le port de lunette de protection où de sur lunette de protection est conseillé, un masque est aussi conseillé. Les particules de caoutchouc sont tellement fines qu’elles pénètrent partout, sur tout le corps.
3- Une fois sélectionner et nettoyer le meilleur profil en caoutchouc.
4- Mettre la pièce au fond de la boîte et calculer le volume d’eau pour quelle soit recouverte d’un bon cm. Test avant la préparation du produit.
5- Soit prendre une balance digitale de précision en faisant la tare du récipient et de la pièce métallique. Vous obtiendrez ainsi la valeur du liquide à préparer.
Si vous n’avez pas de balance il faut prendre un récipient gradué de 0 à 250 ml, transparent avec un bec verseur. Remplir la boîte avec la rondelle placée au fond, la recouvrir d’au moins 1 cm.
6- Reverser le liquide (eau) dans le récipient gradué et la vous obtenez la quantité exacte de produit à déposer dans la boîte.
7- Bien nettoyer la boîte de toute trace d’eau ainsi que la pièce amortisseur ( métal et caoutchouc).
8- Il faut prendre de la graisse de vaseline et non de l’huile de vaseline, et la recouvrir sur les 2 faces ( métal et caoutchouc ).
Faire pareil pour la boîte en plastique : nettoyage de toute impureté, graisser avec de la graisse de vaseline ou de la graisse au silicone.
9- Prendre la pièce métallique recouverte de son caoutchouc, la positionner sur le fond de la boîte, côté métal, et bien la centrer.
Prendre le récipient gradué de 0 à 250 ml transparent avec un bec verseur.
A suivre
LD Historien de l'OOCB
Daniel- Messages : 544
Date d'inscription : 22/04/2012
Age : 81
Localisation : Paris Ouest
![]()
![]()
Re: restauration moteur ancien opel des années 60
Daniel 15/1/2016, 10:21
Suite
Phase 2
Nous allons passer à la réalisation de l’empreinte.
Suivant la valeur du volume trouvé pour le recouvrement de la pièce, pour ma part il faut arrondir à un chiffre rond pour le calcul du pourcentage du catalyseur à rajouter dans le produit. Pour moi j’ai pris sur un chiffre rond de 100 ml. Vous pouvez prendre un autre chiffre facilement divisible, 150 ml, 200 ml, etc.
1- Prendre votre récipient gradué et le remplir du produit Elastomère de Silicone jusqu’au niveau, jusqu’à la valeur que vous avez trouvé lors du recouvrement de la pièce. L’Elastomère est une pâte semi-liquide de couleur blanchâtre.
2- Une fois que vous avez déposé la valeur exacte du produit dans votre récipient gradué vous allez préparer l’adjonction de votre durcisseur de couleur bleue. Pour la valeur du durcisseur à rajouter dans l’Elastomère le pourcentage doit être précis. La valeur doit être précise, comprise entre 5 à 7 % maximum.
3- J’ai donc pris une seringue en verre pour les piqûres, sans les aiguilles, d’une capacité de 5 ml. Vous pouvez acheter aussi une seringue en plastique d’une autre capacité sans les aiguilles. A vous de déterminer votre pourcentage de durcisseur à rajouter. Pour moi j’ai mis 5,5 ml de durcisseur pour 100 ml d’Elastomère.
4- Bien mélanger énergiquement les 2 produits avec une spatule. La couleur résultante doit être uniforme.
5- Couler votre mélange en commençant par le pourtour de la boîte, la pièce doit être bien centrée et ne pas bouger lors du remplissage. Continuer à remplir en tournant en rond jusqu’à terminer par le centre et à recouvrir la totalité de la pièce.
6- Tapoter légèrement le pourtour de la boîte pour que toutes les bulles d’air remontent à la surface. Plusieurs fois si nécessaire.
7- Je me suis servi d’une planche plate en agglo, je l’ai mise de niveau suivant 2 axes à 90° (bi plan) pour que le niveau du produit dans la boîte soit parfait au niveau de la reproduction. Il faut obtenir l’horizontalité parfaite du plan de travail. Ceci est très important pour la phase définitive.
8- La prise commence après 45 minutes et elle est totale après 24H à 20°. L’Elastomère accepte des pics à 250° une fois solidifiée. Le produit est vendu en bidon plastique de 1000 gr. Il faut l’utiliser dans les six mois après l’achat. Tenir hors de portée des enfants.
9- Le durcisseur d’Elastomère doit être coulé avant 45 minutes. Il est disponible en 50 et 100 ml. Dosage simple entre 5 et 7%, prise en 24 H maximum à 20°. C’est un produit nocif – irritant- Tenir hors de portée des enfants.
10- Le produit se nettoie avec du TRICHLORETHYLENE. Utiliser toujours de la vaseline pour séparer 2 couches.
Utilisation : L’Elastomère est un produit mixte, on peut couler des résines, des plâtres, cires, etc… .
Le prix de l’Elastomère de 1,1Kg avec son durcisseur est de 39,90 Euros TVA comprise et frais de port. Conditionné en France par la société Toupoly 60680 Le Fayel.
Vendeur : SARL Toupoly - 170 rue Pierre Fichu 60190 Moyvillers.
E mail : toupoly60@orange.fr
Pour la Belgique voir l’importateur.
Note :
Depuis quelques années la vente du trichloréthylène est interdite de vente en grandes surfaces et dans toute la France ! En Belgique ?. Il est connu aussi sous le nom de trichlorure d’acétylène, trilène ou encore trichlo. Il est classé par l’agence Internationale de recherche du Cancer, depuis 2012, parmi les produits cancérigènes. Pour éviter que les jeunes ne sniffent et se bousillent les poumons, le cerveau, le système nerveux central, on ne le trouvait plus dans les grandes surfaces. Certains détaillants le vendaient encore sur présentation de la carte d’identité !. Il y a bien un substitut de trichloréthylène métaux mais de bien moins bonne qualité.
A suivre
LD Historien de l'OOCB
Daniel- Messages : 544
Date d'inscription : 22/04/2012
Age : 81
Localisation : Paris Ouest
![]()
![]()
Re: restauration moteur ancien opel des années 60
Daniel 22/1/2016, 09:01
Suite
Phase 3 – Astuce pour reproduire le mieux possible une empreinte :
1- Sur les 3 rondelles métalliques caoutchoutés, vous pouvez récupérer les meilleurs des dessins exploitables. Il faut sectionner chaque partie utilisable et reconstituer la totalité de la surface d’une rondelle métallique. Soit que vous collez tous les éléments les uns à côté des autres tout en respectant la forme et les écarts entre chaque denture. Cette nouvelle couronne « dentée » ainsi réalisée pourra être fixée sur une des rondelles en métal ou sur une rondelle en CTP de même dimension. C’est la meilleure façon à faire pour reproduire plusieurs empreintes. Comme si on se servait d’un tampon encreur.
2- Le plus délicat c’est reproduire le dessin de la rondelle qui a un diamètre plus petit. Soit que vous avez récupéré plusieurs rondelles dont certains profils soient encore exploitables, soit qu’il faut récupérer le disque de la denture ainsi réalisé et la réduire pour obtenir un disque plus petit et le plus parfait possible.
3- Le mieux c’est de faire 2 moules de grands diamètres, en Elastomère, l’un après l’autre, avant de rogner les dentures du 1er disque pour en réaliser un plus petit.
Phase 3 – Démoulage ……..
1- Avec la lame du cutter décoller le moule en la passant au ras du boîtier plastique. Faire plusieurs fois le tour des quatre côtés. Dans un des coins passer la lame pour faire levier et essayer de le soulever. Faire se processus à chaque angle de la boîte. Essayez de vriller légèrement le boîtier pour décoller le moule qui risque de coller au fond ou sur les parois malgré le graissage avec de la vaseline. Soulever un crochet fin, une lame fine de tournevis, etc, les angles les uns après les autres et le moule va arriver à se détacher du boîtier plastique.
2- Une fois sortie il va falloir dégager la rondelle revêtue de son caoutchouc. Avec la lame du cutter il faut faire le tour de la rondelle en acier sur 3 mm de profondeur maximum. Retirer le film d’Elastomère qui peut se trouver dessus.
3- Pour dégager complètement l’ensemble il va falloir couper le bouchon d’Elastomère qui se trouve au centre.
4- Soulever doucement le bouchon d’Elastomère qui est passé par le trou central de fixation faisant office de centrage. Passer la lame du cutter jusqu’au pied central et le sectionner délicatement.
5- Vriller légèrement le moule pour dégager l’ensemble métal/caoutchouc et en exerçant une pousser au centre (passage du boulon de fixation) avec le doigt. L‘air pénètrera entre les deux éléments.
6- La pièce est retirée et l’empreinte apparaît. S’il y reste quelques bavures sur le bord, sur le pourtour, les éliminer délicatement avec la lame du cutter.
7- L’épaisseur du moule est de 18,5 mm sur les 4 côtés ( ma référence ). Pour vous cela dépendra des dimensions de votre boîtier et du volume de liquide que vous aurez employé. L’épaisseur du moule devra être de 18,5 mm au minimum d’épaisseur.
Phase 4- Refaire une nouvelle empreinte à l’identique
1- Refaire un second moule selon le même processus avec la même rondelle recouverte de son caoutchouc et laisser le produit agir pendant 24 H.
2- Démoulage de la pièce. Voir paragraphe Phase 3-
A suivre
LD Historien de l'OOCB
Daniel- Messages : 544
Date d'inscription : 22/04/2012
Age : 81
Localisation : Paris Ouest
![]()
![]()
Re: restauration moteur ancien opel des années 60
Daniel 29/1/2016, 08:57
Suite
Phase 6- Nettoyage des rondelles métalliques.
1- Retirer avec une lame de cutter le caoutchouc collé sur la rondelle métallique.
2- Décoller tous les résidus de caoutchouc, rouille, etc.
3- Passer les 2 faces de la rondelle à la brosse rotative en fil d’acier rigides de 0,35 mm ou en nylon rouge jusqu’à ce que le métal soit bien propre et brillant ainsi que sur le champ. Faire la même chose pour les 3 rondelles métalliques.
4- Nettoyer au White Spirit l’ensemble. Essuyer. Avec du papier absorbant ou un linge propre non plucheux.
5- Passer 1 couche de peinture en bombe d’apprêt antirouille, puis une couche de peinture noire en bombe Julien insensible aux hydrocarbures, UV, anti-rayures, etc. Laisser sécher à coeur la peinture pendant 24 H avant de les manipuler. Je me suis servi d’une bombe de 400 ml peinture technique Julien, peinture spéciale carrosserie noir insensible à l’essence. 10 Euros pièce.
Phase 7- Modification d’un amortisseur de grand diamètre de 69,3 mm sur un plus petit diamètre de 65,3 mm.
LD Historien de l'OOCB
1- Récupérer le caoutchouc qui vous a servi pour faire vos 2 empreintes.
Retirer avec une lame de cutter le caoutchouc collé sur la rondelle métallique. Mettre la rondelle métallique verticalement en la serrant modérément dans un étau. Enfoncer délicatement la pointe du cutter en frottant le plus prêt possible du métal. Faire plusieurs passes pour bien retirer la moindre adhérence de caoutchouc restant. Ecarter délicatement le caoutchouc et attaquer la partie centrale (oblique). Il faut éviter de faire des trous dans le caoutchouc. Une fois la séparation terminée entre le métal et le caoutchouc il faut entreprendre la réduction de la rondelle crantée en caoutchouc pour passer du grand diamètre de 69,3 mm au plus petit diamètre de 65,3 mm.
1- Présenter la rondelle en caoutchouc en la superposant à la rondelle en métal.
2- Prendre un cutter et sectionner une dent crantée dans le sens de sa longueur. La sectionner en son milieu.
3- Retirer le surplus de caoutchouc pour atteindre le bon diamètre. Reprendre l’écart entre 2 dents. Faire pareil que précédemment ( phase 4). Faire un test à blanc pour affiner la coupe.
4- Bien nettoyer de toute trace de vaseline ou de colle sur le caoutchouc.
5- Prendre du scotch double face et recouvrir la rondelle sur laquelle vous allez appliquer le caoutchouc.
6- Bien positionner le caoutchouc sur le pourtour extérieur et appuyer vers le centre de la rondelle. La jonction entre les 2 demi-dents sectionnées se feront par un point de colle instantanée gel pour caoutchouc.
7- Prendre une série de mini pinces plastique à ressort, petits modèles, pour faire adhérer chaque dent sur le double face. Les positionner en biais entre chaque dent, laisser sécher. Lot de 20 pièces, mini pinces : pour 8,90 Euros.
Daniel- Messages : 544
Date d'inscription : 22/04/2012
Age : 81
Localisation : Paris Ouest
![]()
![]()
Re: restauration moteur ancien opel des années 60
Daniel 5/2/2016, 16:28
Suite
Phase 8- Nouvelle empreinte.
Passer à la réalisation de la nouvelle empreinte, plus petite diamètre 65,3 mm (suivre les instructions de la Phase 2 puis la Phase 3, le démoulage)- 24H de séchage à 20°. Bien mettre à plat le moule avec un niveau à bulle suivant les 2 axes (bi plan) pour l’horizontalité du plan de travail.
Phase 9- Passage de la partie femelle à la partie male en caoutchouc.
Maintenant nous avons trois moules, deux de grands diamètres (69,3 mm) et un d’un diamètre plus petit (65,3 mm).
1- Préparation du moule avant le remplissage du liquide Urethane.
2- Bien graisser avec de la graisse de vaseline ou de la graisse de silicone l’intérieur du moule. Bien faire pénétrer dans tous les endroits avec un petit pinceau de machine à écrire ou une brosse de nettoyage pour machine à écrire.
La préparation du liquide Urethane 80 A et de son liquide Activator 80 A.
Il existe plusieurs types de dureté d’Urethane : Souple : moyenne, compétition, etc.
Phase 10- Reproduction de l’élément central fixé sur le châssis supportant le train avant.
1- Pour sortir cette amortisseur usé comprenant : Un axe tubulaire avec épaulement, 2 demi-coquilles en métal, un bloc de caoutchouc injecté, il faut plusieurs outils spéciaux pour chasser l’ensemble hors du châssis poutre fixant le train avant. Il faut aussi un outil spécial pour pouvoir maintenir la poutre ainsi qu’une presse à grande ouverture avec manomètre + la création d’un châssis spécial a fixer sur la presse. Vu l’axe de positionnement sur le véhicule il est presque impossible de retrouver les outils spéciaux d’origine Matra.Werke. (à l’époque, sur commande uniquement).
2- Il faut donc trouver un autre moyen plus rudimentaire, à notre portée, beaucoup moins coûteux, pour refaire une forme à l’identique s’adaptant parfaitement dans la poutre du train avant. Le temps c’est de l’argent comme diront certains…Mais pour restaurer de la voiture ancienne il faut travailler à mi-temps, réussir, c’est un véritable défi. Une aventure technique et humaine unique et inoubliable qui, comme tout défi, vous apportera son lot de satisfactions et de déceptions. Mais à l’arrivée, vous aurez la satisfaction de « l’avoir fait », en partie, ou en totalité. Vous conduirez une voiture dont vous connaissez absolument tous les détails et les moindres recoins !, les astuces, les adresses, les clubs pour votre marque préférée qui vous guiderons, etc.
Retourner la poutre prendre une perceuse munie d’un gros foret (8 mm) et percer d’une multitude de trous les plus serrés possible les uns des autres entre le tube central et les demi-coquilles en métal qui sont appliquées contre la paroi de la poutre. Dégager la partie supérieure en caoutchouc en passant la lame du cutter entre le caoutchouc et le métal jusqu’au contact du tube central. Dans la plupart des cas le caoutchouc s’est affaissé, déformé ou coupé. Prendre une cale pleine en bois (Durisol aviation) ou en acier pour chasser le tube central ainsi que la rondelle caoutchoutée qui est fixée dessus. La poutre étant fixée dans les morts d’un établi portable et pliant (20 cm d’ouverture minimum). Genre Black & Decker, charge admissible 250 kg, Poids :12,2 kg , (114Euros). La Rolls des établis portable, le mieux a plus de 30 Ans, increvable, juste à changer les pieds en caoutchouc via UK pour une somme modique. Prendre une masse et frapper fortement par l’arrière du bloc pour réussir à le faire sortir. Le bloc amortisseur enchâssé dans le puits a reçu une pression de 450 kg au cm2 lors de son montage à l’usine d’assemblage. Mais cette procédure sort du miracle en voulant l’extraire soi-même. Il y a une autre possibilité pour chasser le bloc c’est de prendre un très gros chasse clous, de grande longueur, 17 cm, et de taper avec une masse sur les 2 demi-coquilles, en alternance, droite puis gauche, à l’aide d’une la masse de 1,5 kg avec un manche moulé en Elastomère (+ de sécurité par rapport à manche en bois). Le bloc sortira doucement ainsi presque intacte !!!. Les 2 demi-coquilles souffriront certainement, il faudra redresser proprement la tôle. Il faudra ensuite décoller les 2 demi-coquilles collées par le caoutchouc en perçant une multitudes de trous. Cette autre solution étant plus longue. Chacun trouvera la meilleure solution pour l’extraire du puits.
3- Dégager les 2 demi-coquilles en métal, les nettoyer pour éliminer les restes en caoutchouc collés. Retirer tous les morceaux de caoutchoucs collés sur le tube central. Couper les restes de caoutchouc, dégrossir avec une lame de scie fine à chantourner, retirer les parties collées sur le tube ainsi que sur les demi-coquilles. Brosser, gratter avec une râpe à bois, se servir du côté demi-rond de la batarde de 250 mm pour éliminer le plus possible de caoutchouc. Ou bien éliminer le plus possible d’épaisseur avec une scie fine à chantourner le plus près possible du métal. Avec un ciseau à bois étroit qui vous permettra de soulever certaines parties du caoutchouc. Puis, terminer avec une brosse rotative en fil d’acier, de chaque côté de la coquille ainsi que la collerette. La protection du corps est indispensable. Se protéger les yeux, le nez et la bouche, les bras, les mains, par le port de lunettes et de masque anti-poussière avec un volet respiratoire, des gants. La poussière est extrêmement fine et elle pénètre partout. 3 masques anti-poussière 3M le lot 13,20 Euros ou sans entretien 3M, le masque : 30 Euros. Lunettes anti-poussière avec protection latérale : de 1,50 Euros à + de 100 Euros avec verres correcteurs sur lunettes de protection pour les myopes, etc.
4- Le caoutchouc amortisseur est souple et son adhérence est encore très forte et dure sur le métal malgré les années passées (+ de 55 ans). Au total vous avez 4 demi-coquilles de grandes dimensions d’une hauteur de 72 mm et 2 demi-coquilles de petites dimensions de 40 mm. Chaque demi-coquille possède une collerette de 10 mm chacune. Le cylindre de la poutre a un diamètre de 53,5 mm pour le grand modèle et l’autre plus petit pour un diamètre de 49,5 mm. Epaisseur de chaque coquille : 1,2 mm. Le bas de chaque collerette comporte un méplat pour arrêter la descente du cylindre amortisseur en caoutchouc en cas de choc important. Une fois nettoyer et éliminer toute trace de caoutchouc avec la brosse d’acier rotative, métal, recouvrir la partie extérieure de chaque coquille par une ou 2 couches de peinture primaire en bombe Julien ou d’une autre marque.
5- Pour retirer la rondelle en caoutchouc fixée sur le tube, il faut la sectionner au cutter à 180°. Puis, avec la lame dégager délicatement les demi-rondelles en caoutchouc collées au tube. La partie supérieure du tube s’emboîtent dans le faux châssis de la voiture, la hauteur de l’emboîtage est de 11 mm, elle est munie d’une partie plate, d’une collerette, d’une largeur de 4,5 mm, d’un diamètre de 32 mm, une épaisseur de 11 mm, comprenant en dessous une partie verticale de 6,4 mm, le restant est un cône tourné dans le métal du tube réduisant de 32 mm à 22,5 mm (diamètre du tube). La pièce complète a une hauteur de 104 mm.
6- Pour le petit modèle (amortisseur avant) faire le même procédé. La hauteur du tube étant de 60 mm, son diamètre externe est de 19 mm, interne 12 mm. La partie supérieure du tube jusqu’à la collerette est de 6,5 mm. La largeur de la collerette est de 3mm (partie plate) le diamètre de la collerette est de 24 mm.
7- Une fois cette pièce nettoyée, il faut fabriquer un support circulaire en contreplaqué avec un trou central du diamètre du tube est de 22,5 mm, diamètre extérieur de 75 mm et de 3 mm d’épaisseur, pour fixer les 2 demi-coquilles en caoutchouc.
8- La plupart des perceuses ou perceuses à colonne le diamètre maximum entrant dans le mandrin est de 10 ou de 13 mm. Il faut donc trouver des forets dont la queue est décolletée : 1 de 18,5 mm et un de 22,5 mm. Mais le problème est le prix de revient déjà pour une seule dimension. Donc l’achat d’un foret conique en HSS est la meilleure solution. Soit pour le bois soit pour le métal de 4 à 32 mm, foret étagé de 4 à 30 mm. Un foret ampli trou métal en Tivoly vous coûte 45,60 Euros, diamètre 4 à 20 mm. Vous trouvez des Kit de 3 fraises en titane allant de 4/12 mm, 4/20 mm, 4/32 mm pour 20 à 30 Euros. Foret conique progressif : pour tôle acier doux de 0,1 à 2 mm, 10 mm pour le plastique, et bois de 6 à 30 mm (80 Euros). Maintenant il faut voir les caractéristiques si c’est uniquement pour le bois ou pour le métal ou pour les deux. Un foret à queue conique en 22,5 mm coûte 82,63 Euros. Un foret ordinaire, bas de gamme, avec une queue décolletée de 13 mm, en 22,5 mm coûte un minimum de 15 Euros. Il y en a pour toutes les bourses et toutes les utilisations.
9- Recouvrir d’un double face, une face du contreplaqué et y apposer les 2 demi-coquilles en caoutchouc. Mettre un point de colle pour réunir les deux coupes du caoutchouc.
10- Graisser le caoutchouc ainsi que le contreplaqué. Bien graisser la boîte en plastique, avec de la graisse de vaseline ou de la graisse au silicone. Centrer la pièce dans le fond de la boîte en plastique et bien la centrer.
11- Appuyer fortement avec plusieurs tournevis pour que le caoutchouc ne se relève pas au moment du coulage de l’Elastomère mélangé avec son durcisseur (voir Phase 2).
12- Comme la tubulure en métal est spéciale il faudra faire une hauteur de produit supérieure à ceux précédemment réalisées.
13- Le volume étant de 150 ml d’Elastomère et de mélanger avec 8ml de durcisseur.
14- Au bout de 24 H nous démoulerons. Nous passons avec la lame du cutter, retirons le disque en contreplaqué, on coupe la partie centrale, nous dégageons doucement le caoutchouc, retirons toutes les barbes d’Elastomère et les traces de caoutchouc restantes sur l’empreinte. L’épaisseur du nouveau moulage a maintenant une épaisseur de 32 mm.
15- Cette empreinte nous serviras pour réaliser les deux amortisseurs fixés sur le châssis poutre du train avant ( grand diamètre ).
16- Faire un coffrage pour rigidifier le moule en Elastomère à l’aide d’un morceau d’ agglo, couper 4 tasseaux de l’épaisseur du moule pour faire le périmètre du moule.
17- Fixer les morceaux sur la chute d’agglo avec des vis à agglo. Comme les 4 côtés du moule sont identiques au point de vu épaisseur il faut donc que les 4 tasseaux affleures le haut du moule en Elastomère. C’est pour cette raison qu’il fallait qu’au départ que le boîtier soit parfaitement de niveau. Lors du coulage du produit (Elastomère).
18- Se servir du boulon de diamètre 16 mm ainsi que de son écrou fixant le châssis poutre.
19- Percer un trou au centre du coffrage en bois de 16 mm. Prendre un morceau de métal plat de 101,1 mm x 20 mm x 4 mm.
20- Percer à 25 mm de chaque extrémité un trou de 4 mm au centre de la largeur (20 : 2 =10 mm).
21- . Fraiser et ébavurer les coupes à chaque extrémités. Tracer au centre du trou de 16 mm, équilibrer à équidistance du trou et pointer l’emplacement de vos 2 trous de vissage. Avec un foret de 2,5 mm qui vous servira de guide pour les 2 vis de fixation pour agglo de 4 x 35 mm.
21- Découper un morceau de contreplaqué (5 mm) qui vous serviras pour centrer le tube d’acier et le dresser bien à la verticale (avec une équerre à chapeau ; de 11 Euros à + de 100 Euros). Les dimensions seront 12,4 cm au carré, avec un trou central qui sera toujours d’un diamètre de 22,5 mm (tube d’acier).
22- Faire un tracé en diagonale, angle à angle opposé, en passant par le centre. Prendre une équerre à chapeau et tracer l’épaisseur des tasseaux à chaque angle. Avec l’équerre vous obtenez un carré et pointer chaque centre. Prendre un foret de 2,5 mm et percer verticalement le couvercle en CTP. Continuer de quelques mm en profondeur pour faire votre pré perçage. Fixer votre couvercle en vérifiant que le tube est bien centré et qu’il est bien vertical (impératif).
23- Pour offrir une parfaite stabilité du boulon lors du serrage il faut rajouter entre la tête du boulon et le bois une ou 2 rondelles plates et larges.
24- Il faut couper, dans le fond de votre moule en Elastomère pour le passage de votre boulon de diamètre 16 mm dans le trou (centre du moule, + centre du coffrage en bois). Prendre une scie à chantourner à lame très fine. Faire un trou central dans le moule en Elastomère pour passer la lame fine. Mettre le moule dans le coffrage, placer sur le dessus la rondelle en CTP que vous avez mis précédemment dans le moule lors du coulage de l’Elastomère. Ceci vous servira de guide pour faire la découpe du trou. Faire attention l’Elastomère est assez souple. Il faut mieux un trou un peu juste qu’un trou trop grand, le moule étant alors difficilement récupérable.
25- Faire pénétrer le tube d’acier côté épaulement dans l’intérieur du moule. Vérifier son bon positionnement.
26- Prendre le boulon de 16 mm, lui adjoindre une rondelle plate et large, faire pénétrer l’ensemble par le trou, en dessous de la planche en agglo (15 mm d’épaisseur). Puis, faire pénétrer de l’autre côté le tube avec son collet plat contre le moule.
27- Le boulon sera fixé par l’appui du fer plat sur la tête et le serrage des 2 vis pour agglo sous le dessous de la planche, il est donc immobilisé. Vérifier sa verticalité. Sous la tête du boulon insérer une rondelle plate. Un trou légèrement plus grand vous permettra de corriger le centrage. Le seul inconvénient c’est que lors du coulage quelques gouttes vont perler du trou le temps de la prise du produit.
28- Réglage de la hauteur du tube :
Le tube étant positionné, la tige du boulon non filetée suivi de la partie filetée dépasse d’environ 5 à 6 cm.
29- Prendre une rondelle plate de diamètre interne de 16 mm, l’enfiler, récupérer un morceau de caoutchouc pré percé (Ex : Amortisseur de barre stabilisatrice) récupéré sur la voiture lors d’un changement par un neuf. Mettre par-dessus une autre rondelle et finir par mettre l’écrou de serrage.
30- En serrant l’écrou plus où moins, la collerette plate va plus où moins s’enfoncer dans l’Elastomère. La précision se fait 10e par 10e de mm.
31- Faire un montage à blanc, vérifier le niveau de pénétration par rapport au caoutchouc originale que vous avez coupé en deux.
32- Une fois le tube bien positionné, prendre le couvercle que vous venez de découper. L’appliquer doucement contre le tube, bien à plat, prendre une lime couteau triangulaire et fine (horlogerie Suisse), et marquer le tube de plusieurs traits et les passer avec du noir pour les repérer plus facilement.
33- Maintenant vous pouvez retirer le boulon, les 2 rondelles où 3 rondelles selon votre réalisation, le cylindre en caoutchouc, ainsi que l’écrou.
34- Fixer la plaque en CTP de 5 mm au moyen des 4 vis agglo de 3,5 x 16 mm comme précédemment. Vérifier son positionnement d’après vos repères, signes cabalistiques, précédemment dessinés. La verticalité, remonter l’ensemble rondelles, caoutchouc, écrou, et serrer jusqu’à vos repères précédemment tracés sur le tube. Ainsi vous pouvez ajuster et ré ajuster la hauteur du tube à votre guise.
35- Il ne restera plus qu’à fabriquer la même chose pour l’amortisseur avant qui est lui d’un diamètre plus petit et traversé par un boulon de 12 mm de diamètre.
36- Si vous n’avez pas sous la main les boulons d’origine vous pouvez acheter d’autres boulons du même diamètre, de même longueur, ou de compenser la réduction du boulon trop haut par des rondelles ou des cales. Autre possibilité acheter de la tige filetée au mètre et la couper à la longueur voulue en achetant les écrous aux même pas ainsi que des rondelles plates et larges. Un boulon + écrou de charpente 16x225 mm tête plate carrée, coûte 3,20 Euros.
37- Maintenant vous avez fabriqué en un seul coffrage regroupant les 3 rondelles métalliques (1 grande, 1 petite, 1 grande) pour les empreintes avec le caoutchouc soudé sur chaque rondelle.
LD Historien de l'OOCB
Daniel- Messages : 544
Date d'inscription : 22/04/2012
Age : 81
Localisation : Paris Ouest
![]()
![]()
Re: restauration moteur ancien opel des années 60
Daniel 12/2/2016, 10:34
Suite
Phase 11- Différents coffrages –
3 coffrages à confectionner de mêmes dimensions extérieures : 2 rondelles en métal pour les boulons de 16 mm, 1rondelle pour le boulon de 12 mm (nez avant de la poutre). Chaque coffrage doit être ajusté pour que le moule ne puisse pas bouger, ni horizontalement ni verticalement, comme pour le suivant à 3 cases.
1 - Faire un cadre en bois comportant 3 cases, 4 traverses, pour recevoir les 3 moules qui vont recevoir les rondelles en métal, 2 cases de grands diamètres, une case de plus petit diamètre. Exemple : Un cadre de 360 mm x 132 mm, tasseaux de 20 x 20 mm. Fixer le cadre sur une planche en agglo fixée sur un socle de 400 mm x 176 mm x 16 mm par des vis agglo. Fixer la planche sur des tasseaux de 20 x 28 mm par des vis agglo et de la colle. Chaque structure étant collée et fixer par des vis agglo de 4 x 35 mm. Vous pouvez fraiser chaque emplacement de vis à bois pour noyer les têtes dans la planche. Le tout sera peint d’une couleur blanche (au choix). Chaque case doit être ajuster au plus juste pour que le moule ne se déforme pas au moment du moulage et de l’application de l' Urethane liquide et de sa compression.
Régler la même hauteur de chaque moule en rajoutant une petite quantité d’Elastomère, sous le moule, que vous avez soigneusement mélangé avec son durcisseur. Laisser sécher 24 H avant de couler l’Urethane. Chaque moule doit venir affleurer le haut du coffrage. La réussite en dépend. Couper 2 cornières en aluminium, de même dimensions 15 x15 mm x 360mm.
Présenter les cornières et repérer le milieu de chaque traverse (4). Prendre le milieu de chaque séparation et le pointer sur la cornière. L’écartement entre les 2 cornières (à plat) est de 36 mm. N’oublions pas qu’il y a 2 diamètres différents dans les rondelles. Mettre la rondelle plus petite en son centre. Percer de 4 trous les barres d'aluminium pour les fixer dans le sens de la longueur (foret de 3,5 mm), ébavurer les trous. Percer chaque pré trou avec un foret de 2,5 mm dans le bois. Prendre des vis à bois et agglo de 3,5 mm x 16 mm. Chaque cornière devra recouvrir la partie la plus large de chaque rondelle. Il ne faut en aucun cas que les rondelles se trouvent en porte à faux lors du serrage des cornières. La hauteur de chaque cannelure doit être de la même hauteur sur toute la circonférence. Graisser avec de la graisse au silicone chaque côté des cornières qui sera en contact avec le métal ainsi que la peinture. Chaque rondelle métallique doit être propre du côté où le produit va adhérer. Un dernier coup de brosse rotative vous permettra de retirer toutes les impuretés restantes. S’il ne vous reste plus d’Elastomère pour rattraper la différence d’épaisseur ( + ou – 2 à 3 mm) vous pouvez découper 3 cales en CTP de faible épaisseur (3 mm), bois de clayettes de fruits, primeurs, etc, pour ajuster la différence de hauteur. Placer les cales sur le dessus de chaque moule. La rondelle sera alors parfaitement de niveau lors du serrage. Graisser avec de la graisse de silicone les 2 faces en contact avec la rondelle et les cornières. N’oublions pas que ces pièces sont quasiment introuvables depuis les années 90. Les premières pièces ont été fabriquées depuis 1957 avec l’apparition de la Kapitän P1 (59 ans). Dans le meilleur des cas le caoutchouc a fondu, devenu spongieux, collant, farineux, il s’est écrasé comme une galette, son profil a disparu, son épaisseur est passée de 8 mm, 2 mm, 1 mm, ou il a totalement disparu, etc. Elles ont un rôle important dans la fixation du train avant, elles servent d’amortisseur et d’antivibratoire, elles éliminent la résonance des bruits de la route, du train roulant, vers la carrosserie et l’habitacle, etc. En cas d’une hypothétique re-fabrication dans un futur présent ou lointain !, 2 diamètres différents, il faudra certainement garder la partie métallique pour faire un échange standard, mais d’ici combien d’années !. Comme dans beaucoup de cas de reproduction la partie métallique vous y sera demandé. Ex: les supports du moteur, rotules spéciales de suspensions avant, barre de direction à 4 rotules sur 4 plans différents, etc, etc.
2- Les boulons fixant la poutre du train avant, valeur à respecter impérativement :
Diamètre 12 mm serrage à 6,5 mkg 47 ft. Ibs
Diamètre 16 mm serrage à 10 mkg 72 ft. Ibs
Ps : Pour reproduire les différents moules vous devrez utiliser au minimum un bidon d’Elastomère 1,1 kg avec son durcisseur (quantité trop juste pour faire tous les moules). Prévoir un 2e bidon avec son durcisseur lors de la commande pour avoir de la marge.
Phase 12- Préparation et remplissage des moules avec de l’Urethane liquide (liquid). URS-5180 ( Référence constructeur) 80A Liquid Urethane (Base). Il y a 6 références de produits :URS-5120 20A, URS-5140 40 A, URS-5160 60 A, URS-5180 80 A, URS-5194 94 A, URS-5260 60D. Voir le cahier des charges du constructeur pour trouver la meilleure utilisation.
1- Avec cette référence de produit 80 A, il faut mélanger 100 parts du produit de base (liquid), liquide, avec 50 parts d’Activator (Activateur).
2- Le temps de travail est compris entre 10 à 15 minutes.
3- 90% Propriété physique en 18 heures. Degré Fahrenheit 150 = 65,555 ° Celsius
4- 100% Propriété physique en 7 jours. Degré Fahrenheit 77 = 25° Celsius
5- Dureté 80-84
6- Résistance ultime à la traction en psi 1725
7- Elongation 450%
8- Résistance au déchirement 240
9- Le temps de stockage : La date de validité est inscrite sur le bouchon,ainsi que sur la boîte en métal, elle est d’environ 3 mois avant l’utilisation à une température comprise entre 15,555 ° Celsius et 32,222° Celsius ( 60-90F .)
10- La boîte en métal contenant le liquide 80 A, elle n’est pas du tout pleine. Il y a 4 clips fixant le couvercle pour la sécurité dans le transport. La boîte en métal a apparemment pris un choc comme le récipient en plastique, c’est normal. Il faut que l’ensemble rentre au plus juste dans le cartonnage. J’en ai commandé 2 kits, c’est pareil, défauts au même endroit. Le liquide activateur est stocker dans un flacon en plastique souple. Le mélange complet des 2 produits, utilisé en une seule fois, correspond à la formule de 100 parts de liquide et de 50 parts d’activateur.
11- Couleur du liquide de l’Urethane est d’un blanc transparent ; Activateur : liquide de couleur noire.
Phase 13- Injection du mélange Urethane et de son Activateur. Coffrage à 3 compartiments.
1- Remplir doucement le liquide contenu dans un godet avec un bec verseur dans chaque moule. Dans le coffrage à 3 compartiments il faut remplir presque la hauteur de chaque moule et insérer chaque rondelle dans leur moule respectif. Retirer délicatement le plus gros du surplus de liquide. Positionner à leur place les 2 cornières en aluminium graisser sur la face en contact avec le coffrage et les rondelles. En les vissant alternativement, les rondelles vont s’enfoncer jusqu’au niveau haut de chaque moule. Visser les 8 vis de fixation sur le coffrage. En cas d’enfoncement d’une des rondelles, mauvais parallélisme, planimétrie, il faut reprendre rapidement le processus en rajoutant du liquide. Cela se traduira par un manque de matière sur un endroit le plus mince, entre 2 dents par exemple. Une bulle d’air peut provoquer le même phénomène. Lors d’une autre reproduction une trace de produit séché sous la cornière d’aluminium peut aussi enfoncer plus où moins la rondelle métallique et changer le profil du caoutchouc, manque, sur- épaisseur, etc. Avec un peu de doigté vous pourrez combler l’espace avec un peu de mélange d’Urethane récupéré lors d’une prochaine coulée. A moins que vous ayez une balance de précision LS 2000 H, par exemple, pour refaire le mélange exact pour quelques grammes et vous comblerez le manque. Mettre un collant sur la tranche de la rondelle pour éviter que le liquide ne s’en échappe pendant la prise.
2-Laisser sécher l’ensemble pendant 24 H avant de démouler.
Ps : Lors de l’AG, 2016, au restaurant, plusieurs personnes ont pu voir la réalisation d’une pièce ‘Test’ avec la correction d’un manque d’Urethane et de sa réparation ainsi qu’un test de colorimétrie du produit dans deux coulages différents (pigmentation).
LD historien de l'OOCB
Daniel- Messages : 544
Date d'inscription : 22/04/2012
Age : 81
Localisation : Paris Ouest
![]()
![]()
Re: restauration moteur ancien opel des années 60
Daniel 19/2/2016, 10:33
Suite
Phase 14- Préparation de la poutre avant …….
1- Mettre la poutre du train avant dans un étau rotatif sur 360° avec verrouillage (2), plus facile pour intervenir sur la rouille et l’orienter. Ouverture minimum 12 cm pour passer la poutre en position verticale. Ouverture maximum de l’étau (course) : 17 cm avec l’insertion d’une cale de bois entre la poutre et les mâchoires de l’étau. Largeur des mâchoires en acier trempé fixées par vis : 17,5 cm, table plate arrière (enclume) : 17,5 cm x 17,5 cm, fixation par 3 points sur l’établi (tire-fond), corps en fonte. Manette de serrage démontable, 2 écrous borgnes. Il y a différents types d’étaux, de marques, soit en fonte soit en acier allant d’une trentaine d’Eros à plus de 400 Euros.
2- 2-Nettoyer chaque fût (3) (puits), rouille, trace de peinture, etc. Prendre une brosse pinceau, fils d’acier rigides de 0,35 mm, ajouter une queue hexagonale de 6,35 mm pour changement rapide d’outils. La longueur de l’axe de la brosse étant trop court pour parcourir la profondeur de chaque fût (puits), il faut donc ajouter une rallonge, une queue hexagonale de 74 mm.
3- Vous trouvez un ensemble de brosses en métal avec sa rallonge fabriqué par la marque TIVOLY décapage métal. Un Kit comprenant : 1 brosse circulaire, fils d’acier rigides de 0,35 mm, 1 brosse coupe fils d’acier rigides de 0,35 mm, 1 brosse pinceau fils d’acier rigides de 0,35 mm, 1 porte embout Quick Change SDS + Queue hexagonale 6,35 mm, changement rapide de l’outil : 10,95 Euros le Kit.
4- Passer deux couches d’antirouille avec une bombe auto. Laisser sécher la peinture
pendant 24 H.
Phase 15- Positionnement des demi-coquilles.
1- Présenter les demi-coquilles dans leur fût (puits).
2- Il faudra certainement retoucher chaque demi-coquille car pendant leur extraction elles auront souffert, soit des coups de forêt, soit par des coups de chasse-clous, traces de la lame de scie, déformation, pour extraire le caoutchouc collé.
3- Vérifier la planéité des collerettes des bords des puits et celle des demi coquilles amovibles des amortisseurs. Pour retoucher la planéité des demi-coquilles amovible vous pouvez vous servir de la partie enclume de l’étau, s’il en est équipé ou d’un petit marbre d’atelier de précision automobile. Juste pour vérifier la planéité et non pour taper dessus. Pour la partie collerettes des puits c’est plus difficile. Il faut se servir des pinces étaux ou d’un étau à main en fer forgé pour pouvoir redresser doucement la partie déformée. Un étau à main, petit, moyen ou grand, c’est un outil ancien, il se retrouve dans un grenier, lors d’un vide grenier, chez un brocanteur, un ancien garagiste, un ancien bijoutier, etc.
4- Faire toujours un montage à blanc. Présenter chaque demi-coquille, les enfoncer jusqu’à la collerette et les maintenir avec plusieurs presses pour qu’elles épousent le mieux possible l’intérieur du puits. Retoucher la tôle si besoin est. Chaque demi-collerette doit épouser parfaitement l’autre collerette soudée sur le puits, retoucher si besoin est, déformation due à un choc, etc. Pas de jeu sur aucune des collerettes, faire pareil pour l’autre côté. Chaque demi-coquille doit être dirigée vers l’avant du véhicule. En parallèle l’une par rapport à l’autre, pareil pour les demi-coquilles placé à l’avant. Les coquilles des 3 puits orientées dans la même direction.
5- Tracer une ligne au niveau de la soudure du fût (puits), prendre la cote de collerette à collerette, la diviser par deux. Du bord de la soudure horizontale reculer vers le bas de 12 mm. Prendre un pointeau, marquer pour percer un trou avec un foret de 4,1 ou de 4,2 mm. Une fois percé et ébavurer, prendre un rivet Alu/Acier aveugle, tête plate et large, de 4 mm x 8 mm. Rentrer le rivet au maximum dans le trou, puis, avec l’aide de la pince procéder au rivetage. Toujours se servir des presses pour immobiliser les demi-coquilles jusqu’à la fin du rivetage. Les demi-coquilles doive épouser parfaitement la forme du puits (fût). Prendre une riveteuse ergonomique type (FACOM Y105B) de bonne qualité, sécurité à la rupture du rivet, avec embouchures allant de 3 à 5mm. (prix moyen, moins de 40 Euros), gain de temps et travail propre. Garantie à vie. Dans les modèles bas de gammes les mâchoires s’usent extrêmement vite, de surprises en surprises, glissement du clou, et à la rupture du clou bonjour les doigts.
6- Faire le même processus d’installation pour les 6 demi-coquilles. Vérifier toujours si les demi-coquilles sont bien rivetées. Lors du remplissage de l’Urethane il sera trop tard pour intervenir. Chaque demi-coquille est frappée du chiffre 6, les petites comme les grandes.
7- En démontant un des amortisseurs en caoutchouc, j’ai remarqué qu’un des blocs avait été changé. Plus de facilité pour extraire le bloc que les 2 autres. La personne ayant intervenue sur la poutre n’avait pas le matériel nécessaire pour rentrer l’ensemble dans le puits avec une certaine pression latérale et verticale. Il faut impérativement que l'amortisseur soit monté à sec avec l’aide de plusieurs outils spéciaux (SW 324, une table spéciale pour la presse de 59 mm et une de 63 mm, etc) Matra-Werke. Sur l’intérieur du puits ainsi que sur les demi-coquilles il y avait des traces de colle néoprène. L’amortisseur complet a glissé dans son logement, sur plusieurs millimètres, à force de vibrations ou de chocs. Donc le résultat est que la cote de réglage avait varié de plusieurs millimètres dans le mauvais sens (sortie vers le haut du puits). La rondelle métallique recouverte de caoutchouc a été détruite, plus de sculptures, une vraie galette de moins de 2 mm d’épaisseur. Le pourtour de la base plate, verticalement, recevant le faux châssis étant recouvert de caoutchouc a été arraché de son logement.
8- Comme nous ne trouvons aucun des outils spéciaux, ni de blocs amortisseurs complets, nous sommes donc obligés de nous contourner du chemin classique pour réussir à nous confectionner les différentes pièces des 3 amortisseurs fixés sur la poutre supportant le train avant. Il faut s’investir au plus profond de soit, la réflexion, se remémorer ses connaissances antérieures pour en intégrer de nouvelles, il faut faire des liens entre elles grâce à notre matière grise, du moins ce qu’il en reste avec l’âge, à nos neurones, s’ils sont encore là, pour donner une deuxième vie à notre projet d’amortisseurs de Kapitän P1, P2, et en connaître le succès coûte que coûte quitte à refaire plusieurs moulages, d’empreintes, etc. Le chemin qui mène vers la réussite est long, il n'est pas facile et est très souvent semé d'embûches. Je pense que chacun a son métier et ses propres capacités.
LD Historien de l' OOCB
Daniel- Messages : 544
Date d'inscription : 22/04/2012
Age : 81
Localisation : Paris Ouest
![]()
![]()
Re: restauration moteur ancien opel des années 60
Daniel 26/2/2016, 10:08
Suite
Phase 16- Injection du mélange Urethane et de son Activator.
1- Il nous reste donc 3 coffrages à remplir de ce mélange. Deux pour les boulons de 16 mm de diamètre fixant la poutre, position arrière, un de diamètre 12 mm pour l’avant.
2- Le travail se fera en deux épisodes.
3- Dans un des coffrages mettre un moule petit ou grand, peu importe l’ordre.
4- La tête du boulon doit être fixée correctement au-dessous du coffrage. Il faut ajouter entre le dessous de la tête une grande rondelle pour obtenir le maximum de portée et de stabilité. Serrer légèrement le boulon par l’intermédiaire des 2 vis à bois passant à travers le fer plat.
5- Si vous avez déjà pré percé les trous de serrages avec un foret de 2,5 mm, lors de votre montage à blanc, que la rondelle posée est beaucoup plus grande ou qu’en serrant trop fort l’agglo s’est arraché, vous devez repercer à nouveau le fer plat pour faire un nouvel écartement, plus large. Si vous avez encore la main trop lourde vous pouvez opter pour un boulon à tête plate. Percer et fraiser l’intérieur de la planche de bois ou d’agglo pour que la tête du boulon affleure le bois. Immobiliser les boulons avec des rondelles plates, rondelles Grower, et finir par des écrous ou des écrous à oreilles. Certainement il faudra repercer au bon diamètre la plaque en métal de serrage. Le serrage du fer plat sur la tête du boulon se fera par des écrous ou des écrous à oreilles. Si la longueur du boulon tête plate fraisée est trop longue, le couper. Il faut que le coffrage repose bien à plat. Il existe des écrous à oreilles ou papillons en diamètre de 4 mm. Vous trouvez des boîtes d’écrous à oreilles de 8 dimensions différentes pour 6 Euros. Pour les boulons si en 4 il n’y en a pas, prendre du 5 mm ou du 6 mm, prendre les écrous classiques ou papillons au bon diamètre du boulon acheté.
6- Le trou central de perçage permettant le passage du boulon de 16 mm ou 12 mm, il doit y avoir un peu de jeu pour pouvoir rattraper la découpe que vous avez fait dans le moule, empreinte en Elastomère.
7- Il faut bien vérifier l’équerrage de votre boulon, verticalité oblige.
8- Présenter votre empreinte, voir si elle est bien de niveau, si non il faut la corriger. Soit vous rajouter une épaisseur de CTP, 3 mm ou 5 mm, en dessous du moule pour le rehausser. Si le moule dépasse du coffrage il faut rajouter sur les bords du coffrage une épaisseur de bois égale à ce dépassement.
9- Il faut centrer le moule par rapport à son trou pour que l’axe du boulon passe bien au milieu du moule sans le déformer. Le trou pratiqué dans le moule doit avoir le moins de jeu possible.
10- Présenter la pièce métallique, la tête en bas. La partie rentrant dans le châssis de la voiture doit pénétrer dans le centre du moule jusqu’au niveau de la partie plate.
11- Le réglage de la pénétration dans le moule se fera en rajoutant sur l’arrière de la pièce des rondelles et une cale en caoutchouc récupérée sur un train avant (par ex : barre de torsion).Vous pouvez, en serrant l’écrou obtenir le réglage avec précision.
12- Préparation de l’empreinte du train avant :
1- Il faut couper un raccord de plomberie récupéré sur un isolant diélectrique de chauffe-eau, filetage externe est de 35,5 mm de diamètre, le diamètre central est réduit à 18,5 mm. Récupérer la partie striée uniquement.
2-Récupérer un morceau de tube plastique (pharmacie ou colle en bâton) du diamètre interne correspondant au diamètre du tube pénétrant dans le faux châssis.
3- Enfoncer le tube en plastique jusqu’à la collerette puis enfiler par-dessus le morceau du raccord strié jusqu’à la collerette.
4- Découper des morceaux de baguettes carrées de bois de 5 mm x 5 mm x 30 mm en balsa. Faire d’un côté une coupe droite et de l’autre côté une coupe à 45° ou droite, à votre convenance. Pour les coupes dans le balsa prendre une scie à dentures fines pour maquette, scie à onglets. Il faudra couper 15 morceaux de balsa pour couvrir la circonférence de la collerette. Il faut acheter 3 baguettes de 5 mm x 5 mm x 1 m de long en balsa chez un marchand de maquettes, 0,40 Euro pièce. Il n’y a pas que du Balsa, le Pin, le Samba, le Hêtre, le Peuplier, etc. Tout est une question de dureté et d’utilisation de l’essence à transformer.
5- Prendre un morceau de papier de verre très fin poncer légèrement sur les 2 faces de la coupe en vé.
6- Positionner le tube central la tête en bas, prendre un anneau de caoutchouc assez large et le positionner en dessous de la collerette, vers le bas.
8- Commencer à positionner les morceaux de bois coupé en vé vers le haut, la partie basse étant la coupe droite. Assembler les 15 morceaux puis les coller tout ensemble avec la colle à bois Pro D3 haute résistance à l’humidité forte adhérence à toutes essences de bois. Faites un léger biais à chaque morceau de bois comme pour assembler les douves d’un tonneau !.
9- Serrer l’ensemble des 15 morceaux avec de gros élastiques bien large. Laisser sécher une nuit puis poncer la base et la partie verticale pour obtenir une surface plane et non avec des facettes.
10- Tracer sur le bois un repère à 11 mm tout au tour correspondant à la partie plate recevant le châssis poutre du faux longeron. Prendre une scie à la denture très fine (maquettiste) et couper le bois jusqu’au niveau du métal. L’anneau en métal recouvert de bois va se détacher. Prendre du papier de verre fin et égaliser la coupe. Recouvrir le bois d’un enduit Universel pour pièce humide. Laisser sécher 24 H et poncer, aucune aspérité, trous, fentes, etc, ne doit être présente. Peindre la partie de l’anneau recouvert de bois.
11- Faire sauter la partie de bois restante, coupée en vé, collée sur le tube et éliminer toutes les traces de colle, brosse métallique, carde, etc.
12- La bague de métal / bois vous servira pour faire le calage des 2 tubes en métal de diamètre interne de 16 mm.
13- Le boulon de 16 mm étant fixé dans le coffrage, prendre la bague métal / bois et la faire descendre jusqu’au niveau de l’empreinte en Elastomère. Découper l’Elastomère du diamètre de la bague et la faire pénétrer jusqu’au niveau des dents. Eviter de découper trop grand, le produit va s’infiltrer dans le moindre interstice. Vous pourrez régler la pénétration de la bague en la fixant sur le tube en métal, tête en bas, et en vissant l’écrou avec des rondelles, cale, etc, comme précédemment (phase10-29).
14- Découper 2 rondelles de CTP de 5 mm, la même dimension que la rondelle métallique. 2 pour le diamètre du boulon de 16 mm = 22,5 mm pour le passage du tube métallique et une rondelle en CTP de la même dimension que la rondelle métallique pour le boulon du diamètre de 12 mm = 18,5 mm pour le passage du tube métallique.
15- Chaque rondelle en CTP de 5 mm doit glisser dans le tube de la pièce métallique et se centrer parfaitement dans le moule sans le déformer. Laisser un jeu égal sur tout le pourtour du moule.
16 - En aucun cas le moule en Elastomère ne doit se déformer. Si le moule n’est pas parfaitement centrer dans son coffrage il faut rajouter des cales ou couler de l’Elastomère pour l’immobiliser.
17- Un couvercle en CTP de 5 mm percé en son centre correspondant au diamètre du tube 22,5 mm ou de 18,5 mm, qui maintiendra l’ensemble. Le couvercle sera fixé aux 4 coins par des vis agglo de 3,5 mm x 16 mm, plus 4 autres vis placées à équidistance entre chaque angle, par des vis agglo de 3,5 x 16 mm. Faire d’abord un pré perçage avec un foret de 2,5 mm puis percer uniquement le couvercle avec un foret de 4 ou 4,2 mm, tolérance, jeu de calage du couvercle « risque de fluage ».
18- Faire un repère sur un des côtés du couvercle et un repère en face sur le coffrage, un clou, etc. Il y a toujours un poil de différence entre chaque côté lors du perçage. A moins de poser une perceuse à colonne numérique. Le bois est un matériau vivant, humidité, variation de température dans l’atmosphère, etc.
19- Percer 4 trous avec un foret de 4,5 mm dans la rondelle centrale en CTP à 90° l’une de l’autre pour évacuer l’air emprisonné « risque de fluage ». La rondelle en CTP sera collée sous le couvercle, la peindre puis la graisser avec de la graisse à silicone en une couche fine. Graisser la totalité du couvercle, côté de la rondelle collée en CTP.
20-Faire un essai à blanc pour contrôler le bon fonctionnement de chaque coffrage avant l’injection.
21- Graisser le tube décolleté, la partie qui va pénétrer dans le moule « uniquement », sans en mettre sur une autre partie de la pièce. La pièce en métal ayant la tête en bas. L’Elastomère devra se solidifier sur les autres parties. Graisser en une fine couche la rondelle en CTP pour pouvoir la démouler.
Une fois tous les contrôles terminer vous passez au remplissage du mélange Urethane et de son Activator.
Ps : Le pouvoir de fluage du produit peut avoir un inconvénient comme sur un modèle en vieille pierre par exemple ou sur un bois poreux. Il va s’infiltrer dans des trous et fissures invisibles à l’oeil nu et vous risquez de ne pouvoir démouler sans abîmer votre modèle au démoulage.
Définition : Le fluage est le phénomène physique qui provoque la déformation irréversible dans le temps d'un matériau soumis à une contrainte.
Pour palier à ces difficultés, il vous reste à isoler votre modèle grâce à de la cire ou de la vaseline dans notre cas.
Vérifier toujours que le moule sera bien de niveau suivant les deux bulles en croix. (2,70 Euros à +, par exemple : Pour mettre la caravane à l’horizontale, appareil photos, frigo à absorption, etc).
Bien respecter les proportions du mélange. Bien secouer le bidon de l’Activator comportant la pigmentation avant de le mélanger avec l’Urethane. Vous obtiendrez une différence de teinte allant du marron au noir intense. Si vous mettez le produit de l’Urethane dans un godet non gradué, directement sur la balance électronique, n’oublier de faire avant la « Tare », remise à Zéro, sans cela tous les calculs seront faux. Se méfier des récipients en plastique, l’échelle est plus ou moins approximative et le résultat au démoulage peut être décevant. La balance électronique en fait foi.
22- Remplir doucement le moule, poser la rondelle dans son logement. Si besoin est, retirer le surplus du mélange à l’aide de la spatule via le récipient à bec verseur. Refermer le couvercle et laisser sécher pendant un délai de 18 Heures (90%) à 7 jours (100 %) pour obtenir une dureté maximale.
23- Pour se lancer dans les joies du moulage, il vous faut disposer au long court d'un endroit sec, propre et à une température moyenne et constante comprise entre 16° à 20°. Evitez toutes variations brutales de températures, courant d’air frais, source de chaleur élevée à + de 20°, etc.
24- Ps : Test personnel : J’ai récupéré des barquettes, des portions d’épinards hachés, Findus, (après les avoir utilisées et nettoyé), les barquettes étant en plastique démoulable. Avec le reste du mélange d’Urethane que vous n’avez pas utilisé vous pouvez le verser dans une petite barquette en plastique pour pouvoir constater la dureté et la souplesse du produit avant de démouler votre pièce. La consommation du mélange d’Urethane déjà utilisé est alors d’environ de 90% d’un pack vendu sauf erreur d’un mélange erroné, test, etc
25- Vous pouvez peintre chaque partie du coffrage pour une pure esthétique en blanc.
LD Historien de l'OOCB
Daniel- Messages : 544
Date d'inscription : 22/04/2012
Age : 81
Localisation : Paris Ouest
![]()
![]()
Re: restauration moteur ancien opel des années 60
Daniel 4/3/2016, 07:46
Suite
Phase 17- Le démoulage « la dépouille » de la première partie de l’amortisseur du train avant après séchage complet. (Rondelles métalliques).
1- Dévisser les 2 cornières en aluminium, les extraire, couper si besoin est toutes les adhérences d’Urethane.
2- Prendre un cutter, avec la lame dégager le pourtour de chaque rondelle métallique. Dégager le centre de la rondelle métallique avec la lame du cutter. L’opercule central va se retirer. Ultérieurement vous retirez le surplus d’Urethane qui a passé par le trou central.
3- Une fois avoir pré découper le pourtour intérieur et extérieur soulever doucement la pièce métallique qui sera recouverte de l’empreinte du moule. Si le moule a été correctement graissé, sans exagération, la pièce sortira toute seule du moule. Trop de graisse de vaseline tue les profils.
4- Retirer les bavures restantes lors de son extraction.
5- Retirer avec la lame du cutter le surplus d’Urethane qui a passé par le trou central lors du serrage des cornières.
6- Une fois la rondelle métallique bien nettoyée, la passer à la brosse métallique rotative jusqu’à la mettre à nu. La même procédure est à faire pour les 2 autres rondelles.
7- Mettre un coup de primaire sur la partie nue de la rondelle. Puis un coup de peinture noir automobile de bonne qualité si possible insensible aux hydrocarbures.
Phase 18 - Démoulage des 3 coffrages séparés : « La dépouille » : 1 d’axe de 12 mm, tube court, et 2 d’axes de 16 mm, tube long.
1- Retirer les écrous, les rondelles, les tampons.
2- Dévisser les vis et les extraire.
3- Lever chaque couvercle. Si vous avez des adhérences passer la lame du cutter sur tout le tour du couvercle.
4- La rondelle en CTP se trouvant sous le couvercle peut adhérer au couvercle par manque de graissage à certains endroits.
5- Retirer le boulon central fixé sous le coffrage. S’il y a une difficulté pour extraire le boulon par une adhérence quelconque, polymère ou autre, injecter de l’huile 3 en 1, avec la version burette (5,10 Euros), le long du boulon avec le tube fin, sans en mettre à l’extérieur du tube. Eviter de vous servir d’une bombe, projection tout azimut.
6- Avec un maillet, chasser le boulon en ayant soin d’avoir bien dévisser les 2 vis de fixation et d’avoir déposé la bride immobilisant la tête du boulon.
7- Faire le même processus avec la lame du cutter pour dégager la pièce du moule.
8- La pièce doit pouvoir se démouler correctement de son empreinte.
9- Retirer toutes les bavures et bien nettoyer toute la partie qui est en contact avec le faux longeron.
10- Nettoyer le long tube qui doit être exempt de toute impureté. En suite, chaque tube sera noyé dans le puits par l’injonction du mélange de l’Urethane liquide et de son activateur.
LD Historien de l'OOCB
Daniel- Messages : 544
Date d'inscription : 22/04/2012
Age : 81
Localisation : Paris Ouest
![]()
![]()
Re: restauration moteur ancien opel des années 60
Daniel 11/3/2016, 08:16
Suite
Phase 19 - Préparation de la phase définitive - Coulage de l’Urethane dans les différents
Puits.
1- Présenter la pièce démoulée et l’introduire dans le puits.
2- Il faut régler impérativement la hauteur du tube par rapport à la sortie du puits.
3- L’espace : le jeu, mesurer en apposant une rondelle en métal caoutchouté sur la collerette du puits (en bas). Le jeu doit être de 2,5 mm maximum entre le tube et la rondelle caoutchouté.
4- Mettre le même jeu pour les 3 puits. Le jeu peut être remplacer momentanément par l’apport d’une rondelle en métal (graissée) dont l’épaisseur sera de 2,5 mm, le temps de la solidification de l’Urethane. Puis, la rondelle sera retirée après la prise définitive de l’Urethane.
5- Le tube doit être parfaitement centré dans le puits aussi au début, partie haute, comme à la fin, partie basse. Cette phase est primordiale pour pouvoir centrer et boulonner la poutre du train avant sur les faux longerons.
6- L’intérieur de chaque puits doit être propre, sans trace de peinture, graisse, rouille, bien sec, etc. Il est conseiller de repasser un coup de brosse métallique, en forme de pinceau, avec une perceuse rotative, avec l’aide de la rallonge pour couvrir la totalité des puits. Ceci est à faire dans les 3 puits, comportant les 6 demi-coquilles juste avant le remplissage de chaque puits d’Urethane.
7- Bien respecter les proportions pour le mélange de l’Urethane et de son activateur. Une erreur de proportion est égale à tout refaire, le produit ayant alors la consistance d’une glue et ne durcira plus jamais (Test), même en multipliant par X le temps de séchage.
8- Suivant votre mixture faite, si vous secouez un peu l’activateur vous obtiendrez comme résultat une couleur allant du marron jusqu’au noir intense en mettant toujours 50% d’Activator. Cela provient des pigments noirs qui seront plus où moins agglutinés dans le fond du pot. (Test présenté à l’A.G). Veillez donc à toujours préférer la pesée électronique des produits qu’à la mesure volumique graduée sur le récipient, vous en serez beaucoup plus précis et vous limiterez les déceptions... La première et la plus importante (outre la sécurité) est le respect absolu des dosages indiqués.
Résumé : Glossaire.
Maintenant avec ces quelques explications vous pourrez reproduire la plupart des amortisseurs en caoutchouc de votre voiture. Il faut bien observer la pièce à mouler, déterminer les dépouilles et contre-dépouilles, évaluer combien de tirages et en quelle matière, devra supporter le moule. S'assurer que la pièce ne sera pas affectée par le moulage permet de n'avoir pas de déconvenues au moment du démoulage. Si votre objet comprend des endroits en creux par rapport à la masse générale, il a une ou plusieurs contre-dépouilles. Exemple de contre-dépouilles : Reproduction du butoir de caoutchouc de pont arrière ou du triangle de suspension du train avant, etc. Selon la forme de l'objet à mouler, vous devrez choisir de faire un moule dur ou souple, d'un seul tenant, le "moule bateau" ou en plusieurs morceaux, appelé le "moule à pièces".
Le moule bateau : Rien ne doit coincer au démoulage. Pour un moule "è pièces" :Il vaut mieux se lancer dans la fabrication d'un moule "è pièces" lorsqu'on a bien réussi l'étape moule "bateau".
La partie technique de préparation et de moulage est bien compris, on peut attaquer à plus compliqué. Si vous voulez réaliser un moule rigide d'une pièce à contre-dépouilles il est préférable, pour un début, de choisir un modèle avec une seule contre-dépouille qui nécessite un moule en deux pièces.
La technique est évidemment la même que précédemment, la seule difficulté réside dans la fabrication du plan de joint.
Celui ci sera réalisé en contreplaqué fin, carton fort, plastique ou autres matériaux qui ne fondent pas au contact des résines synthétiques.
Le moule rigide : Ce que l'on qualifie de moule dur est un moule qui n'a pas de dynamique. Impossible de tirer dessus pour aider au démoulage. Il est fabriqué sur le modèle choisi en polyester ou époxy stratifié ou en résine polyester dit "è moules".
La graisse de vaseline : Ce produit sert essentiellement au démoulage de l'élastomère de silicone sur lui même. La graisse de vaseline peut aider en cas de démoulage sur des supports très poreux, mais son application au pinceau en couche relativement épaisse ne permet pas d'obtenir des pièces d'aspect flatteur. Tube de graisse de vaseline au silicone transparent KF : 100 gr = 15 Euros, usage mécanique, résiste à 250°. En pharmacie vaseline stérilisée, en pommade, 20 gr = 3,50 Euros. Un vieux tube de vaseline périmé fera très bien l’affaire. Tube de graisse de vaseline moins cher, voir dans les grandes enseignes de bricolages, non testé.
Autres produits :
Choisir toujours le démoulant adapté à la fabrication envisagée : Cire : standard, haute température, démoulant liquide, en aérosol, démoulants semi permanents (réservés exclusivement à une utilisation professionnelle), bouches pores, nettoyeur de moules, etc.
La dépouille : Ce mot vient de l'opération qui consiste à séparer le modèle du moule qu'on vient de faire avec.
Par extension, il désigne aussi les endroits de la pièce à mouler qui se démouleront sans la moindre difficulté si vous avez bien respecté toutes les consignes.
S'assurer que la pièce ne sera pas affectée par le moulage permet de n'avoir pas de déconvenues au moment du démoulage.
Attention ne jamais utiliser de boites en métal, des réactions violentes pourraient se produire et même une mise à feu !!!.
N'oubliez pas des boîtes qui serviront aux divers mélanges, graduées en ml ou non. Pour la boîte non graduée voir avec une balance de précision pour doser parfaitement son mélange. Ne pas oublier de déduire la « Tare » pour la remise à zéro avant de verser le produit dans le récipient.
Les récipients de récupération peuvent suffire à condition de supporter les produits mis en mélange ; pour tester la qualité d'un contenant, faire un essai avec une goutte de PMEC ou un peu d'acétone. PMEC : (peroxyde de méthyléthylcétone) = « Produit dangereux, instable sous sa formule pure, explose au moindre choc » = durcisseur nautique pour polyester, vernis, gel coat (gelcoat), Polyester.- 100 ml de Peroxyde concentration pondérale à moins 40% : 6 Euros hors taxe. Acétone 1L = 5,76 Euros. l y a bien aussi le dissolvant à l’acétone pour les vernis à ongles, les faux ongles de Madame mais là c’est risqué pour vous, terrain glissant, je ne suis pas responsable du détournement à d’autres fins utiles…
Le produit est à vendre en Kit par la société Forsch Polymer. Corp.
3025 S. WYANDOT Street, ENGLEWWOOD, Colorado 80110 - U.S.A-
(303) 322-9611
www.forschpolymer.com
Le Kit : (bidon d’Urethane en métal avec couvercle + son activateur bidon plastique à vis) est vendu 50 Euros avec frais de transport (38,89 Dollars + frais de port).
Le bidon d’Urethane comporte environ 260 grammes de produit.
La description de l’Urethane :
URS 4880 est un système flexible basé clair polyéther uréthane de coulée conçue pour clairement à voir à travers des applications de rempotage ou de coulée. URS 4880 offre une excellente stabilité à l'hydrolyse et aux UV tout en conservant ses caractéristiques physiques à -40 Degrés Celsius. Applications comprennent : Comme voir à travers l’enrobage de composants électriques, articles pour encapsulation de protection et revêtements de coquille épaisse.
Stockage entre 15° et 32 ° non ouvert. Voir la date d’expiration sur le conteneur.
Les conteneurs partiellement vidés doivent être balayés exempts d'humidité atmosphérique avec de l'azote sec avant de sceller le couvercle par 4 clips fournis lors du transport.
L’usine ne vend pas directement à l’usager. On commande par l’intermédiaire d’une centrale d’achats en Amérique. Le produit arrive en France, chez un transporteur qui l’expédiera chez vous ou le colis sera déposé dans un point GLS, Mondial Relay (9 pays), etc.
Historique : Matra-Werke GmbH distribue des outils de réparation de véhicules, assemble presses hydrauliques utilisée pour l'exploitation des véhicules, et maintient les gros camions. Il offre des conseils et un service ingénierie des applications. La société a été fondée en 1919 et est basée à Hainburg, près de Francfort, Allemagne. À partir du 1er octobre 2007, Matra-Werke GmbH est devenus une filiale de SPX Corporation. SPX a son siège social à Charlotte, en Caroline du Nord et emploie plus de 14.000 personnes à travers le monde dans plus de 20 pays.
LD Historien de l'OOCB
Daniel- Messages : 544
Date d'inscription : 22/04/2012
Age : 81
Localisation : Paris Ouest
![]()
![]()
Re: restauration moteur ancien opel des années 60
Daniel 25/3/2016, 12:04
Suite
Phase 20 – Fixation de la poutre en Té supportant le train avant sur une planche en bois ou en agglo.
1- Il faut une planche qui fasse 1,20 m x 0,80 m, assez épaisse, soit en contre plaqué soit en agglo pour fixer la poutre en Té retournée. Il faut que le puits soit bien vertical et le dessus soit bien horizontal suivant les 2 axes. Comme la position de la poutre est inversée le fond du puits devient le dessus. La coulée de l’uréthane se fera donc par le fond qui sera donc pour l’instant le dessus.
2- Pour le centrage du tube dans le puits, il faut prendre une grosse rondelle épaisse de 2,8 mm, diamètre 50 mm et agrandir le centre à 23 mm. Percer 4 trous de 2,5 mm à 90° les uns des autres. Le centre de chaque trou sera au milieu de la largeur restante du métal. La rondelle percer sur un bord un trou d’un diamètre de 10 mm permettra la coulée de l’Urethane. Cette rondelle se trouvera donc sur le dessus et la rondelle non percée se trouvera donc au fond du puits (La poutre en Té étant retournée). Les 4 trous de 2,5 mm dans la rondelle après avoir centrer le tube serviront (2 trous du même côté) pour passer un fil de chaque côté pour les retirer du puits. Une fois le tube parfaitement calée à équidistance bien immobiliser la tige filetée. La tige filetée d’un diamètre de 16 mm aura longueur 26 cm, passant dans le tube elle possèdera une rondelle et un écrou du côté recevant le faux châssis et à l’extrémité de la tige filetée un écrou qui sera posé contre la planche en bois. Le bras de la poutre en Té sera calée par des morceaux de bois, si elle est inférieure à 0,80 m (0,60m par exemple) pour pouvoir régler l’horizontalité du puits. Si la planche est assez large (0,80 m et +) vous pouvez remplacer les cales de bois par une tige filetée pour obtenir plus de précision dans les réglages le l’abscisse et de l’ordonnée dans le niveau à bulles. Percer la planche et boulonner la tige filetée, régler les différents niveaux du puits par des écrous. Immobiliser le bras en Té du train avant avec une presse pour bien plaquer la poutre sur la planche de bois. Faire un test à blanc, vérifier si le centrage est correct lors de la pose de la rondelle. Prendre le pied à coulisse et vérifier le centrage du tube par rapport au bord interne du puits. Vérifier si le puits est parfaitement de niveau dans les 2 axes avant de couler l’Urethane.
3- Avec l’écrou et la rondelle s’appuyant sur le tube vous pouvez plus ou moins comprimer la rondelle crantée contre le bord du puits ( surface plane de l’Urethane). La poutre en Té doit être parfaitement stabilisée. Il est recommandé de prendre un maximum de pinces en plastique en pinçant le caoutchouc cranté en Urethane contre les lèvres du puits. Ceci réduira le plus possible la moindre fuite d’Urethane lors du premier remplissage. Vous pouvez l’entourer avec du sotch double face épais genre fixation de la moquette pour faire disparaître la moindre fuite le temps que l’Urethane durcisse. Mettre une couche ou deux couches si besoin est. C’est pour cela qu’il fallait couler parfaitement, le plus droit possible, le plus plat possible, sans défaut apparent, bulles, épaisseurs variables, etc, les différentes pièces à assembler pour les différents puits. Lors de la construction les bords du puits ne sont pas parfaitement plat, traces de soudures, etc. Lors du montage d’origine, le bloc en caoutchouc/métal est emmanché par le dessus. La poutre est fixée dans un outil spécial, posé sur une presse hydraulique qui fait pénétrer le bloc et le centrer en même temps. Nous, nous sommes obligés de travailler en sens inverse pour obtenir le même résultat final. Il faut être très méticuleux pour que le résultat soit parfait.
4- Mélanger 50 gr d’Urethane avec 25 gr d’activateur après avoir pesé chaque étape sur la balance de précision, puis, verser doucement le produit dans le puits. Ceci permettra de centrer le tube et d’étanchéifier le bas du puits avant verser la totalité de l’Urethane jusqu’au niveau maximum. Laisser sécher 18 Heures avant de procéder à la coulée définitive. Verser une petite quantité restante du mélange d’Urethane, s’il vous en reste, dans un moule pour vérifier la dureté du produit comme cela a été fait précédemment (Test) lors des différentes coulées.
5- Remplissage total du puits N°1 : Mélanger 100 gr d’Urethane avec 50 gr de activateur après les avoir pesés sur la balance électronique. Verser doucement le mélange presque jusqu’au niveau du haut du tube. Laisser environ 1 à 2 mm en dessous du haut du tube pour que le produit ne coule à l’intérieur du tube. Le niveau du liquide doit être égal sur tout le pourtour du tube comme sur le niveau du puits. C’est un gage de réussite. Tapotez légèrement sur l’extérieur du puits pour faire remonter d’éventuelles bulles d’air et que le mélange se répartisse dans tous les interstices : Entre chaque demi-coquilles et la structure interne du puits.
6- Revérifier si le tube est toujours bien centré, faire la correction si besoin est. Une légère traction sur la rondelle avec un petit tournevis plat vous permettra de corriger cette petite imperfection. La vérification sera faite avec un pied à coulisse sur tout le pourtour du tube par rapport au puits. Après il sera trop tard pour effectuer une modification.
7- Laisser sécher 18 Heures avant de déplacer la poutre pour faire le puits suivant du même diamètre. La dureté maximum se fera au bout de 7 jours à une température constante de 20° Celsius. Verser une petite quantité restante du mélange d’Urethane, s’il vous en reste, dans un moule démoulable pour vérifier la dureté du produit comme cela a été fait précédemment (voir Test) lors des différentes coulées.
8- Avant de retirer la presse vérifier si la rondelle crantée métal/Urethane se positionne bien sur le dessus du puits en la faisant passer dans la tige filetée. Le jeu entre le tube noyé dans le puits et la rondelle doit être de 2,5 mm. Normalement la rondelle doit être parfaitement centrée et poser correctement sur les bords du puits.
9- Démontage de la presse et des cales de bois supportant la poutre ou de la tige filetée. Retirer la tige filetée passant dans le tube coulé dans le puits avec la rondelle plate et les écrous qui vous serviront pour l’autre puits N°2 ayant la même dimension.
LD Historien de l'OOCB
Daniel- Messages : 544
Date d'inscription : 22/04/2012
Age : 81
Localisation : Paris Ouest
![]()
![]()
Re: restauration moteur ancien opel des années 60
lucdm 25/3/2016, 21:15

lucdm- Admin
- Messages : 3262
Date d'inscription : 20/04/2012
Age : 68
Localisation : Natoye / Président OOCB
![]()
![]()
Re: restauration moteur ancien opel des années 60
Daniel 1/4/2016, 10:00
Suite
Phase 21- Inverser le sens de la poutre si vous n’avez pas assez de place. Centrage et mise à niveau du second puits par l’intermédiaire du niveau à bulles.
1- Enfiler la tige filetée dans le tube comme vous l’avez fait précédemment. Positionner le tube , le centrer, serrer l’écrou de réglage contre le tube pour que la rondelle en Urethane colle le mieux possible au bord du puits.
2- Vérifier le centrage avec la rondelle qui est percée et la placer au fond du puits.
3- Mettre un scotch double face sur la jonction rondelle crantée et le bord du puits (lèvre) sur tout le pourtour et positionner une série de pince plastique tout autour.
4- Vérifier l’écartement du tube par rapport au bord interne du puits.
5- Revérifier plusieurs fois l’écartement en positionnent votre rondelle que vous avez percée. Elle pourra vous servir pour remplir la première partie du remplissage du puits. Pour la ressortir du fond du puits mettre une ficelle dans les trous ou 2 vis fines et longues pour son extraction.
6- Positionner la rondelle crantée sur le bord du puits et vérifier la valeur du jeu entre le tube et la rondelle crantée qui doit être de 2,5 mm entre les 2 pièces.
7- Mélanger longuement 50 gr d’Urethane et 25 gr de activateur.
8- Verser doucement le mélange dans le puits ou par l’intermédiaire du gros trou percé sur un côté dans la rondelle de cintrage.
9- Vérifier s’il n’y a pas de fuite d’Urethane. Y remédier si besoin est. Si vous avez encore un problème : Le mélange se figera au bout de 2H environ en cas d’un très léger suintement ( quelques gouttes). Si il y a une grosse fine ou plusieurs, il faut essayer de récupérer le produit dans un récipient puis trouver le défaut. Vous n’avez qu’un délai de 10 à 15 minutes maximum au moment où vous avez versé le mélange et au moment où vous l’avez replacé dans le puits. Après ce laps de temps le produit n’est plus utilisable. Laisser sécher pendant 18 Heures comme nous l’avons fait précédemment comme pour le puits N°1, à une température constante de 20° C.
10- Les quelques gouttes perdues lors du suintement seront compensées par la 2e phase de remplissage du puits. La jonction entre le bord du puits et le bord de la rondelle en Urethane qui suintait légèrement sera devenue étanche en séchant.
11- Revérifier plusieurs fois l’écartement en positionnent votre rondelle que vous avez percée. Faire la même procédure que précédemment (pied à coulisse avec double becs). Prendre les deux pointes à bords extérieurs verticaux qui permettent de mesurer le diamètre intérieur d'un tuyau ou l’écart entre le tube et le bord du puits, diamètre interne. Prendre un pied à coulisse avec double becs, jauge de profondeur et muni d’une vis de blocage. Pour un pied à coulisse au 1/50 il faut compter 29 Euros (prix moyen). Pour les Pro il y a les numériques, mesure en Inchs et en millimètres, beaucoup plus chère (FACOM numérique, jauge de profondeur, Précision : 0,01 mm, zéro flottant, etc = 493,48 Euros).
12- Vérifier si la rondelle en métal/Urethane est bien centrée et si elle pose correctement sur le bord du puits. Si non faire la correction avant de couler le produit, après il sera trop tard.
12- Mélanger 100 gr d’Urethane et 50 gr de activateur.
13- Verser doucement le mélange dans le puits ou par l’intermédiaire du gros trou percé sur un côté, dans la rondelle de cintrage. Si le tube est bien centré vous pouvez retirer la rondelle de centrage, cela sera plus facile pour suivre l’opération de remplissage. Le niveau maximum de remplissage doit être inférieur au niveau haut du tube, laisser 1 à 2 mm de vide.
14- Laisser sécher pendant 18 Heures comme nous l’avons fait précédemment comme pour le puits N°1, à une température constante de 20° C avant de bouger la poutre du train avant. N’oubliez pas que le durcissement de l’Urethane sera au maximum au bout de 7 jours.
15- Glossaire : Petits rappels sur les balances électroniques, il y a plusieurs modes :
Dans le ‘’Mode’’ il y a ‘’G’’ et ‘’GN’’. - ‘’G’’ : Est la mesure du poids en unité en gramme, cela prête à confusion entre les 2 modes.
‘’GN’’ ou ‘’GR’’ : mesure en grain. Mesures anciennes :
Le grain est une ancienne unité de masse représentant un soixante-douzième de gros, valant environ 53,114 mg en France (division de la livre de Paris). C'est sensiblement la masse d'un bon grain d'orge ou de froment. Pour les apothicaires, le scrupule vaut 24 grains.
En bijouterie :
Le grain est toujours utilisé dans sa définition décimale valant 0,049 gramme (environ 1/576 d'once avoir du poids ou un peu moins d'un quart de carat), pour exprimer le poids de lots de perles d'Orient ou de diamants.
Chez les Anglo-Saxons :
Dans les systèmes d'unité anglo-saxons avoir du poids l’once troy (symbole ozt), un grain vaut 1/437,5 d'once, soit 64,8 milligrammes. Ozt unité de masse servant à la cotation des métaux précieux.
Cette unité est notamment utilisée par certains armuriers pour donner le poids des balles et des charges de poudre utilisées par les armes à feu.
‘’OZ’’ : Ounce ou Once unité de masse 28,35 gr. Variable suivant le pays entre 24,6589 et 33,5689 grammes. 1 Once US : En liquide = 29,5935 ml
‘’ CT’’ : Cara . Un carat en métrique = 0,22 gramme.
Le mot “carat” proviendrait de “kuara”, en référence aux graines de la caroube, un fruit africain.
Pennyweight (dwt) : conversion en gramme d’un poids. 1 Pennyweight = 1,5552 gramme.
La ‘’Tare’’
La mise à zéro de la balance se fait automatiquement sur la position ‘’Marche’’. Mettre le récipient vide sur le plateau. Lire la valeur. Appuyez sur la touche ‘’Tare’’. Le poids indiqué doit disparaître pour n’inscrire que des zéros : 0,000 gramme. Contrôle du bon fonctionnement : Soulever le godet vide et la balance vous indiquera le poids du godet retiré en négatif – 0,056 gr. Remettre le godet et le display vous indiquera à nouveau 0,000 gramme.
Votre machine est prête à recevoir le liquide. Donc toujours vérifier les inscriptions indiqués sur le display avant de verser le produit dans un godet.
Mettre votre valeur de produit d’Urethane dans le godet (ex : 100 unités) puis rajouter votre valeur d’accélérateur (ex : 50 unités). Toujours relever la valeur du poids de chaque ingrédient pour éviter les erreurs de mélange et de pouvoir les corriger si besoin est. Puis, bien mélanger l’ensemble hors de la balance électronique.
Vérifier l’état des piles avant de commencer ( indication sur le display). Il est très désagréable de lire une valeur lors du remplissage et que le display s’éteigne ou qu’une moitié disparaisse lors du mélange entre le niveau de l’Urethane et surtout au moment de l’addition de l’activateur = ‘’Le produit est obsolète, Hs’’. La précision du mélange doit être parfait, sans la moindre erreur.
LD Historien de l'OOCB
Daniel- Messages : 544
Date d'inscription : 22/04/2012
Age : 81
Localisation : Paris Ouest
![]()
![]()
Re: restauration moteur ancien opel des années 60
Daniel 8/4/2016, 07:40
Suite
Phase 22- Préparation de la phase définitive - Coulage de l’Urethane dans le dernier puits, le petit diamètre.
Caler la poutre sur la planche en la fixant par l’intermédiaire de presses à bois.
1- Vérifier le mieux possible la planimétrie des lèvres du puits. Les retoucher si besoin est. Nettoyer le puits de toutes traces de peinture, graisse, etc.
2- Vérifier avec le niveau à bulles, abscisses ordonnées comme précédemment.
3-Prendre une cale en bois et la percer en son centre sur quelques cm de profondeur ( diamètre 12 mm).
4- Couper une tige filetée de diamètre 12 mm d’une longueur de 50 cm. Elle servira à plaquer le tube en acier muni de sa rondelle crantée contre la lèvre du puits. Une rondelle plate servira d’appui à un écrou de réglage sur la cale en bois. En haut de la tige mettre un écrou suivi d’une rondelle qui viendra se plaquer contre le tube en acier (côté partie entrant dans le faux longeron).
5- Si vous n’avez pas une longue tige filetée vous pourrez vous servir du boulon original de 12 mm et d’une série de presses en métal ou en plastique pour plaquer la rondelle crantée contre la lèvre du puits. Prendre un pied à coulisse et centrer le tube par rapport au bord du puits. Une presse sera mise en haut du boulon et un point de la poutre, elle vous permettra de centrer le tube avec précision. Faire l’étanchéité par la pose d’un joint entre le métal et le caoutchouc cranté. Il y a toujours une solution de secours pour s’en sortir.
6- Fabriquer une rondelle de centrage dont les diamètres extérieur et intérieur sont différents du grand modèle.
7- La rondelle épaisse, 2,5 mm d’épaisseur, elle aura un diamètre externe de 46 mm et un diamètre interne de 19 mm. Comme l’autre rondelle de centrage elle sera percée de 4 trous pour l’extraire avec 2 vis ou du fil de fer !.
8- Le mieux possible centrer le tube muni de sa couronne crantée. Disposée la rondelle de centrage au fond du puits.
9- En aucun cas lors du réglage par l’écrou de la compression du tube muni de sa couronne crantée le puits ne doit pas bouger.
10- Vérifier si le haut du tube est bien centré avec l’aide du pied à coulisse comme cela a été fait précédemment.
11- Vérifier si le jeu de 2,5 mm est correct entre le tube et la rondelle recouverte d’Urethane crantée posée sur le bord du puits.
12- Faire la même procédure de préparation comme précédemment avec les grands puits. Montage à blanc, etc, jusqu’au moment de la 1ère coulée.
Faire attention suivant les lots de fabrications le pourcentage des produits suivants :
pour le petit pot :
Discychlohexylmethane peut varier de 13 à 30% formule CH2(C6H10NCO)2
Isocyanatomethy de 1 à 3% MF : C10H14N2O2
pour le gros pot :
Benzenediamine 30 à 95 % MF : C7H10N2
Di-n-Butyl Phthalate 5 à 50% formule : C 16 H 22 O 4
13- Faire l’étanchéité entre la rondelle crantée et le bord du puits avec un ruban adhésif puissant, un joint de caoutchouc, etc.
14- Pincer la rondelle crantée contre le bord du puits à l’aide de plusieurs pinces plastiques sur tout le pourtour extérieur du puits. Pour la partie de la lèvre passant sous la poutre se servir d’une petite presse à bois pour plaquer le mieux possible la rondelle en Urethane évitant ainsi un point de fuite du mélange.
15- Faire la ‘’Tare’’ du récipient. Mélanger votre produit dont la formule n’a pas changé : 100 % d’Urethane et 50 % d’accélérateur. Mélanger le tout une bonne minute pour que le produit soit bien homogène. Le tout doit sécher à une température de 20° C. Pour accélérer la dureté vous pouvez augmenter la température ambiante à une trentaine de ° C. Pour les petites pièces faites dans des moules d’élastomère avec châssis en bois, vous pouvez les poser sur un radiateur dont la température maximum ne doit pas dépasser 150° Fahrenheit = 65,5556 ° Celsius. Dans ce cas la dureté maximum se fera au bout de 18 Heures. A la température normale la dureté maximum se fera au bout de 7 jours.
Ps : Toujours préparer tous les différents ingrédients prêts à être versés dans le récipient posé sur la balance. Eviter les fonds de pot. Faire la ‘’Tare’’ à chaque fois. La balance électronique a tendance à se remettre à zéro au bout d’un certain temps d’inactivité. La préparation du mélange devient obsolète surtout, le pire lors du versement en complément de l’accélérateur. Dans le meilleur des cas c’est au moment du remplissage de l’Urethane dans le godet, vous pouvez encore le transférer dans un autre récipient. Refaire à nouveau la ‘’Tare’’, reverser l’Urethane dans le gobelet posé sur la balance puis, suivre la procédure classique. La nouvelle ‘’Tare’’ sera donc faussée, plus élevée car il reste quelques grammes d’Urethane dans le godet, c’est pour cela qu’il faut refaire une nouvelle fois le zéro parfait avant de recharger le godet d’Urethane.
16- Verser une petite quantité de liquide d’Urethane que vous venez de mélanger pour faire l’étanchéité entre la rondelle crantée, le tube et l’intérieur du puits ( la 1ère coulée). = 30 grammes d’Urethane et 15 grammes d’accélérateur. Tapez légèrement sur la poutre pour éliminer les bulles d’air et les faire disparaître.
17- Toujours garder une petite quantité du mélange que vous allez verser dans un récipient pour avoir un ‘’Test’’ de dureté.
18- Vérifiez si le centrage du tube par rapport au puits est toujours correct. Faire la correction si besoin est, après il sera trop tard.
19- Après le séchage de la 1ère coulée, 18 Heures, puis passer à la seconde coulée.
20- Bien mélanger longuement votre nouveau mélange comme vous l’avez fait précédemment. Verser une nouvelle quantité de mélange d’Urethane et d’accélérateur pour compléter le puits presque qu’au niveau du haut du tube. S’arrêter à 1 à 2 mm maximum du haut du tube pour que le mélange ne verse dans l’intérieur du tube, comme nous l’avons fait précédemment pour les gros tubes.
21- Tapez légèrement sur le puits pour pouvoir faire remonter les bulles d’air et les éliminer.
22- Laisser sécher pendant 18 Heures avant de bouger la poutre. Puis attendre 7 jours de séchage pour que puits soit à sa dureté maximale à 100% avant de fixer la poutre sur le faux châssis.
23- A ce moment là vous pouvez nettoyer le pourtour du puits en retirant les collants, caoutchouc, etc pouvant masquer certaines fuites d’Urethane au moment de la coulée. Certaines coulées ont put recouvrir certaines dentures, vous pouvez retailler le surplus avec une lame de cutter. Retailler les crans c’est juste pour une question de rendu final. Eviter de mettre de la peinture sur la forme en Urethane.
24- Finition : Repeindre si besoin est la poutre du train avant avec une couche d’anti-rouille puis une laque de finition ou une peinture faisant les deux. Certaines parties internes du châssis recevant le triangle supérieur sont difficiles à atteindre avec un pinceau. Le seul moyen est d’injecter l’antirouille avec un bombe à peinture. Pulvériser le plus prêt possible entre la partie creuse et la buse de la bombe d’antirouille. Pulvériser aussi dans chaque trou de l’externe vers l’interne (6 trous) de la poutre creuse correspondant aux 2 parties soudées formant la poutre du train avant. Suivra ensuite une pulvérisation des corps creux dans toutes les différentes parties de la voiture. Peindre derrière chaque puits, même procédure pour les parties inaccessibles.
Test : Essai de collage de 2 lingots d’Urethane. En récupérant 2 lingots de ‘’Tests’’ j’ai coulé entre les deux lingots un mélange d’Urethane et d’accélérateur récupéré suite à une coulée dans un des puits. Collage sur les 2 surfaces lisses, sans stries, sans tourillons mâles et femelles. Après séchage de 24 Heures le collage est correct entre les deux lingots. Impossible de les séparer.
Il existe dans cette marque différents produits comme des primaires d’accrochages pour le métal, la céramique, le caoutchouc, le bois, etc. Produits non testés par moi-même à ce jour.
Les différents prototypes que j’ai réalisés à faibles ‘’Coûts’’ ne sont que des études personnelles. Je n’ai pas compté le nombre d’heures passées du début jusqu’à la fin (secondaire pour moi), études, recherches, exécutions, erreurs, modifications, etc. Tous les produits, matériaux, ingrédients, outillages peuvent être achetés dans le commerce ou sur commande par Internet. Chaque personne peut modifier et corriger à sa guise, suivant son bon vouloir, toutes les caractéristiques jusqu’à la réalisation de sa pièce, changement du produit par exemple, etc. Sauf : Ne jamais modifier les pourcentages des différents mélanges préconisés par le(s) fabriquant(s). Chaque pièce à reproduire étant unique évitons les erreurs et les frais supplémentaires engendrés et en plus la perte de temps. Et chacun sait que le temps c’est de l’argent… Toutes les données mentionnées ne sont données qu'à titre indicatif et ne sont pas contractuelles.
LD Historien de l'OOCB
Daniel- Messages : 544
Date d'inscription : 22/04/2012
Age : 81
Localisation : Paris Ouest
![]()
![]()
lucdm- Admin
- Messages : 3262
Date d'inscription : 20/04/2012
Age : 68
Localisation : Natoye / Président OOCB
![]()
![]()
Re: restauration moteur ancien opel des années 60
Daniel 15/4/2016, 09:31
Suite
Test de flexion
Essai de flexion de 2 lingots collés ensemble pendant 5 jours, mis sous une presse hydraulique dont la pression est de 12 Tonnes. Le bloc en Urethane a résisté malgré une flexion très prononcée formant un Vé de 6 cm. Une portée sur les cales 4,2 cm de chaque côté sur les cales en acier, un vide de 4,3 cm pour recevoir le piston de 25 mm de diamètre.
A la décompression le bloc a juste été marqué par les cales en acier le supportant et la trace du piston du vérin hydraulique. Le bloc est revenu à sa position initiale, la trace du piston sur le bloc a disparue. Le bloc : L : 12,7 cm, l : 4 cm, 3 cm d’épaisseur. Aucune trace de rupture ni de craquelure du bloc.
Plus tard, nous étudierons la fabrication d’un bloc amortisseur en caoutchouc creux, posé sur un doigt du triangle inférieur. Bloc amortisseur épuisé comme sur beaucoup de modèles Opel des années 60/70/80. Un autre bloc amortisseur, (variante), est fixé sur une entretoise, le tout étant fixé sur le pont arrière de la Kapitän P2 (épuisé lui aussi). Nous l'avons probablement tout constaté, le caoutchouc vieillit, et plutôt qu’il vieillit mal : Joints toriques et vieux élastiques qui cassent et/ou perdent leur élasticité, gants, bottes et durites qui craquellent et se percent, etc. Le processus qui fait que le caoutchouc se détériore est complexe (rupture des liaisons intermoléculaires) qui vont casser les liaisons inter/intramoléculaire d'où les craquelures, il n'y a aucun moyen de lutter contre la dégradation. Nous pouvons ralentir un peu le phénomène avec du Talc et à l’abri de la lumière. Des courroies de magnétos misent à l’abri de l’air, de la lumière, arrivent à se dissoudre quand même dans leur emballage. Le processus est donc irréversible. Les entreprises qui fabriquent ces pièces plastiques utilisent de la matière avec des additifs chimiques dont le but est de réduire dans le temps leur dégradation.
Les agents responsables sont nombreux :
Dans un ordre un peu aléatoire : Le Soleil (UV) L'oxygène et particulièrement, l'ozone. Tous les hydrocarbures en général.
Le terme « Elastomère » est utilisé aujourd'hui pour désigner d'une façon générale tous les caoutchoucs, c'est-à-dire les substances macromoléculaires, naturelles ou synthétiques, possédant l'élasticité caoutchouctique.
Histoire :
Le terme « caoutchouc » vient du mot indien cahutchu (« bois qui pleure ») et rappelle ainsi l'origine du caoutchouc naturel, précurseur des élastomères d'aujourd'hui.
Le caoutchouc est, soit d'origine naturelle, provenant essentiellement de l'Hevea brasiliensis, soit synthétique, issu de la pétrochimie.
Ce genre d'Hevea brasiliensis est originaire de la grande forêt amazonienne, Brésil, Bolivie, Colombie, Équateur, Pérou, Venezuela, Guyanes (Suriname, Guyana et Guyane).
Le terme « hevea » est la forme latinisée d’un mot emprunté au quechua, langue amérindienne parlée notamment en Équateur, au Pérou et en Bolivie. Il existe 9 espèces d’Hévéa dans toutes les régions tropicales du monde. Les plantations s'étendent sur neuf pays : Bolivie, Brésil, Colombie, Équateur, Guyana, Guyane française, Pérou, Surinam, Venezuela. Toutes les espèces du genre se rencontrent au Brésil, sept en Colombie, cinq au Venezuela et quatre au Pérou.
Le caoutchouc naturel est fourni surtout par des plantes d'origine américaine.
Cortés lui-même avait été séduit par les balles rebondissantes avec lesquelles jouaient les Aztèques. Ceux-ci utilisaient en fait le latex d'un arbuste, Castilloa elas.
Hernán Cortés – 1485- 1547- Conquistador – Conquête de l’Empire aztèque.
Conclusion :
Ce tutorial ayant pour vocation de transmettre le maximum d'informations, d’études personnelles, pour la réalisation des éléments en caoutchouc ayant disparus de différents catalogues OPEL, des concessionnaires comme chez : Matz - Autoteile, Opel Classic Parts, Lutz obéré, etc.
Innover, une cure indispensable pour dépasser ses blocages, innovons comme font les chercheurs dans les grands groupes, pourquoi et comment faire !. Faire et refaire c’est toujours travailler pour pouvoir s’améliorer vers le parfait.
Vous avez pu suivre les différentes étapes d’applications : Comment créer son master, cloner, faire son empreinte, son négatif, les différents moules et leurs réalisations, toutes les astuces, les pièges, les différents réglages, les différents mélanges pour réaliser votre pièce défectueuse ou disparue depuis des lustres sur une route de campagne.
Il ne vous reste plus maintenant qu’à mettre la main à la ‘’pâte’’ pour reproduire un des éléments manquants au bon fonctionnement de votre Opel. Vous en serez fière de l’avoir réalisé de vos mains. Nous misons donc sur une fabrication maison et réalisons de ce fait une haute valeur ajoutée au niveau de l'implication dans la fabrication. Cette pièce devenue introuvable sur le marché, elle vous saura d’un grand secours lors du prochain passage au contrôle technique.
En aucun cas il ne s’agit d’en faire une production à notre stade. Il y a des usines spécialisées soit dans votre pays, soit dans un des pays low cost (à bas coûts) qui fabriquent des moules en acier dont le produit est ensuite injecté à haute température.
La production :
Bureau d’études, réalisation du prototype, la fabrication en petite série : entre 200 et 500 unités, moyenne série : + de 10.000 unités, grosse production : minimum 100.000 unités, etc. Dans notre cas c’est de l’ordre de fabrication de 2 à 4 unités maximums pour un modèle à reproduire X fois pour un ou 2 véhicules Opel de la même série.
Exemple de prix dans une PME
-Etudes - Estimations : Tarif 04/04/2016.
- Pour une simple fabrication d’une pièce moulée : 160 mm x 160 mm, genre : Un capot de boite en plastique avec un rebord, un logo, une inscription, un simple dessin, etc, sur une face :
Coût de l’étude en CAO : 960 Euros HT
Coût du matériel : 1012 Euros HT
Coût de la matière : 26 Euros HT
MO : 42 Heures, (taux variables de 40 à 70 Euros HT suivant les différents usinages).
Total : 4740 Euros HT.
CAO : Conception assistée par ordinateur.
-------------
‘’ Chaque voyage en Opel commence toujours par un rêve’’
Brises, alizés, risées,
Inspirez, Expirez, Respirez l’air de la mer et du vent…
Une brassée d’oxygène, faire le plein d’iode…
Mer infinie, rien n’arrête le regard, des vagues éternelles…
Dans mon cœur les rochers sont peints
Tout verdis de criste marine,
Et je m'imprègne de résine
Sous le vent musical des pins.
Montagne, neiges éternelles et glaciers,
Montagne tu es recherchée
Moins d’oxygènes plus de globules rouges…
Ecouter les musiques de la montagne
Tandis que du haut des mélèzes
Une odeur parfumée de sève
Le chemin enlace la pente
Le torrent dans le lointain chante
Sous une pluie d’éclats cristallins.
LD Historien de l’OOCB.
Daniel- Messages : 544
Date d'inscription : 22/04/2012
Age : 81
Localisation : Paris Ouest
![]()
![]()
Re: restauration moteur ancien opel des années 60
Daniel 22/4/2016, 01:36
Suite
Phase 23- Fabrication d’un moule pour amortisseur en caoutchouc du train avant (2) de Kapitän Panoramique P2.
1- Graisser avec de la graisse au silicone ou de la vaseline l’amortisseur en caoutchouc sur toute la surface + sur toute la surface interne qui reçoit le doigt en métal qui est fixé sur le triangle inférieur du bas. Boucher de graisse toutes les crevasses présentes dans le caoutchouc.
2- Mélanger l’Elastomère de Silicone avec le durcisseur d’Elastomère de 5 à 7 % maximum en poids avec une balance de précision, si possible, déduire la ‘’Tare’’. Prise en 24 H, couler le mélange avant 45 minutes.
3- Récapitulatif : L’Elastomère doit être utilisé au maximum dans les 6mois après la date d’achat. Conserver hors de portée des enfants.
Durcisseur d’Elastomère : Nocif : irritant pour les yeux et la peau. Inhalation et ingestion. Contient du triméthoxyphénylsilane Diméthylbis. Conserver hors de portée des enfants.
4- N’ayant pas de récipient en plastique sous la main ayant un volume suffisant, j’ai donc pris un grand verre à moutarde pour faire le 1er Test. Il faut compter au minimum 150 gr d’Elastomère de Silicone et environ 10 gr de durcisseur pour remplir le verre et l’intérieur de l’amortisseur en caoutchouc.
5- Mettre le récipient de niveau, introduire l’amortisseur usé en caoutchouc, le centrer la tête en bas. Remplir doucement le récipient du mélange d’Elastomère et du durcisseur que vous avez mélangé en commençant d’abord par le pourtour de l’amortisseur. Finir par remplir l’intérieur de l’amortisseur jusqu’au dessus du caoutchouc. Tapoter sur le récipient pour faire monter les bulles d’air et les éliminer. Recentrer l’amortisseur s’il a bougé du centre. Tant qu’il n’est pas pris par le durcissement du mélange l’amortisseur, tête en bas, à tendance à se décentrer de lui même et de se rapprocher d’un des bords du verre. Laisser sécher 24 H avant toute manipulation.
6- Pour retirer le moule du verre il faut passer une lame de cutter entre le bord du verre intérieur et l’Elastomère. Y aller très doucement, mettre un gant de protection. Avec un tournevis fin assez long vous allez jusqu’au fond pour faire pénétrer l’air. Avec la lame plate du tournevis vous soulevez doucement le bloc en vous appuyant délicatement sur le bord du verre. Faites ce procédé sur plusieurs endroits en tournant. Le bloc va sortir petit à petit sans déformation ni déchirure. Il ne faut pas déchirer l’enveloppe en Elastomère.
7- Maintenant il va falloir fabriquer un moule enrobant la forme de l’empreinte laissée par le verre ‘’intérieur’’. Ce moule sera fixé dans un coffrage soit en bois, soit en plexiglas.
8- Prendre du CTP extérieur de 5 mm. Découper une bande de 8,6 cm de large sur 50 cm de long Puis couper 2 morceaux de 11,9 cm (8,6 cm x 11,9 cm ), 2 morceaux de 10,7 cm (8,6 cm x 10,7 cm). Coller chaque morceau de CTP pour former un angle à 90°, la partie mesurant 10,7 cm viendra se coller sur la partie mesurant 11,9 cm en retrait de 5 mm. Laisser sécher ½ H avant de desserrer les presses.
9- Pour faire un collage à angle droit prendre des petites presses à cadre (ouverture maximum entre les mâchoires 78 mm, Stanley- U.S.A) avec possibilité d’affiner chaque coupe (2 fois 45°) avec une scie à dentures fine genre scie sterling. Le prix est d’environ 5 à 10 Euros pièce. Positionner une presse à chaque angle opposé. Chaque presse permet de faire un angle de 90 x 90 mm maximum à 90°. Vous pouvez serrer les 2 parties avec une ou plusieurs presses à vis (200 mm/300 mm) pour augmenter la pression lors du collage.
10- Prendre une chute, un morceau d’Agglo extérieur de 21,4 cm x 21,4 cm x 22 mm. Tracer son centre en faisant une croix, positionner la boîte du moule en CTP fraîchement collée, tracer un carré de 35 mm tout autour. Une fois positionnée mettre une ossature en tasseaux de 13 x 13 mm. Couper chaque tasseau avec une boîte à onglets avec un angle à 45°, tout autour de la boîte. Les tasseaux seront collés sur l’Agglo.
11- La boîte sera collée contre les tasseaux (face interne) ; il faut bien l’enfoncer jusqu’au niveau de l’Agglo (socle). Mettre les presses à vis pour que la boîte soit le plus étanche possible. La colle à bois Pro D3 haute résistance à l’humidité- Forte adhérence , toutes essences de bois, translucide après séchage. Vinylique D3- norme EN- 204-205. Prise 30 minutes. Résistance maximum après 24 H. -Sader - Bostik.
12- Sur le bord extérieur du haut de la boîte coller un renfort avec des tasseaux de 13 x 13 mm affleurant le bord, sur tout le pourtour pour renforcer le CTP de 5 mm. Une coupe de chaque tasseau à 45° comme pour le bas de la boîte.
13- En prenant chaque côté de la boîte, on le divise par 2 moins 13 mm, vous pouvez mettre un renfort vertical au centre de chaque côté. Coller et presser chaque renfort vertical.
14- Facultatif : Mettre des pieds sous le socle avec des morceaux de tasseaux de récupération, chutes, etc.
15- Nettoyer toutes les traces de colle à bois ; un coup de papier de verre ou de ponceuse. Peindre l’ensemble (2 couches), boîtier interne/externe, socle, renforts, etc. Laisser sécher 24 H entre chaque couche de peinture.
16- Pour la préparation du nouveau moule, centrer l’amortisseur recouvert de sa gangue d’Elastomère de Silicone, ne pas le démouler pour l’instant. Graisser les bords interne du moule, en bois ou en plexiglas.
17- Centrer l’amortisseur en caoutchouc, faire un essai à blanc avant de couler l’Elastomère. Faire les dernières corrections avant la phase de remplissage du moule comme nous avons fait précédemment.
18- Bien mélanger l’Elastomère de Silicone avec le durcisseur d’Elastomère de 5 à 7 % maximum en poids avec une balance de précision, si possible, ne pas oublier de déduire la ‘’Tare’’. Prise en 24 H, couler le mélange avant 45 minutes maximum.
19- Mettre le récipient de niveau avec le niveau à 2 bulles, introduire l’amortisseur usé en caoutchouc avec sa gangue en Elastomère, le centrer la tête en bas. Remplir doucement le récipient du mélange d’Elastomère et du durcisseur que vous avez mélangé en commençant d’abord par le pourtour de l’amortisseur. Finir par remplir l’intérieur de l’amortisseur jusqu’au dessus du caoutchouc. Tapoter sur le récipient pour faire monter les bulles d’air et les éliminer. Recentrer l’amortisseur s’il a bougé du centre. Tant qu’il n’est pas pris par le durcissement du mélange, l’amortisseur tête en bas, à tendance à se décentrer de lui même et de se rapprocher d’un des bords du coffrage. Le redresser si besoin est. Laisser sécher 24 H avant toute manipulation.
LD Historien de l' OOCB
Daniel- Messages : 544
Date d'inscription : 22/04/2012
Age : 81
Localisation : Paris Ouest
![]()
![]()
Re: restauration moteur ancien opel des années 60
Daniel 29/4/2016, 17:16
Suite
Ps :
Pour un meilleur centrage de l’amortisseur en caoutchouc il faut prendre une vis parker de petit diamètre ( 2,5 mm). La visser dans la tête sur plusieurs millimètres, cela évitera quelle ne touche le fond de la boîte lors de la couler de l’Elastomère.
Pour le centrage de la partie supérieure prendre une bande de CTP de 5 mm d’épaisseur, 15 mm de largeur et 15 cm de longueur. Repairer les 2 trous de fixations du coffret amovible, percer le CTP et visser la bande de CTP. Tracer les 2 bords intérieur et diviser la longueur par 2, percer un trou de 2 mm dans le CTP. Prendre le diamètre de l’amortisseur en caoutchouc, déterminer son centre. Prendre une vis parker, la visser à travers le CTP et la faire pénétrer dans le centre du bloc d’Elastomère sur un bon cm.
Centrer le bloc le plus correctement possible.
Mettre le coffrage de niveau avec le niveau à 2 bulles.
Lors de la préparation du mélange Elastomère/ durcisseur à 7%, il faudra bien le mélanger.
Le remplissage doit se faire en plusieurs fois vues le volume important pour remplir la boîte jusqu’au niveau supérieur de la gangue en Elastomère. Il faut compter entre 800 à 1000 grammes de mélange (1 flacon = 1 L).
N’ayant pas assez de matière pour arriver jusqu’au niveau maximum, je suis obligé de faire une nouvelle commande de produits d’Elastomère avec son durcisseur, de l’Urethane avec son activateur. L’utilisation varie de 3 mois depuis la date de fabrication pour L’Urethane à 6 mois pour l’Elastomère.
A suivre :
LD Historien de l'OOCB
Daniel- Messages : 544
Date d'inscription : 22/04/2012
Age : 81
Localisation : Paris Ouest
![]()
![]()
Re: restauration moteur ancien opel des années 60
Daniel 3/6/2016, 10:27
Suite
Suppression des interférences dans un récepteur radio pour Blaupunkt et Philips en 6 V.
Remplacer le faisceau d’origine par un faisceau anti-parasite pour les récepteurs UHF.
Capuchons de bougies
Condensateur EMKO 9 Z 18 Z, 3,8 μF à connecter sur la prise ‘’51’’ du régulateur.
La patte de fixation du condensateur sera fixée sur la masse du régulateur.
Distributeur rotatif avec résistance incorporée ZVVT 5 Z 6 Z.
Condensateur EMKO 21 Z 4 Z, 2,5 μF, à connecter sur la prise ‘’51’’ du régulateur pour le récepteur en UHF.
Brancher le fil original sur l’entrée du filtre EMKO 21 Z 4 Z, 2,5 μF et relier la sortie sur la borne ‘’51’’ du régulateur de tension. La patte de fixation du condensateur sera fixée sur la masse du régulateur.
Sur la génératrice débrancher le fil ‘’D +’’ qui vient de la borne 51.
La patte du filtre sera fixée sur la borne ‘’D- ‘’
Le filtre EMKO 21 Z 3 Z, 5 μF, un pôle ira sur le ‘’D +’’ de la génératrice. Un strap en métal plat à isoler sera câblé entre la borne du filtre EMKO et la génératrice ‘’D + ‘’ et le câble allant à la borne ‘’51’’ du régulateur du régulateur. L’autre point du filtre correspond au condensateur interne de 5 MF. La patte de fixation du filtre sera vissée sur la carcasse de la génératrice. Le filtre est utilisé pour les récepteurs en UHF.
Pour les parasites statiques provenant des roues il faut placer un ressort en spiral et son contact spécial appliqué sur l’écrou de la fusée. Un contact central fixé sur le ressort appui sur le cache en forme de bulles et l’écrou de la fusée.
Sur la sonde de température mettre un condensateur EMKO 19 Z 3 Z, 45 μF, connecter entre le + de la sonde et la carcasse avec un boulon de masse.
Brancher un condensateur EMKO 9 Z 18 Z, 3,0 μF, qu’il faut connecteur sur la borne ‘’15’’ de la bobine ‘’Haute tension’’. La patte de fixation du condensateur sera fixée sur la masse de la bobine HT.
Ps : μF = Microfarad = 10 puissances moins 6 du Farad. - Farad : Unité de mesure de capacité électrique du Système international.
Strap (anglais) = Strapper. Le câblage est simplement réalisé par un fil (ou pont) soudé entre les deux plots de connexion prévus à cet usage sur chacun des éléments.
Si vous ne trouvez plus de condensateurs en 6V vous pouvez mettre des condensateurs de remplacement en 12V. Les condensateurs de récupérations en 6V peuvent être en fuite ou se mettre en court circuit. Avant de les mettre en fonctionnement il est possible de vérifier leur capacité à l’aide d’un testeur capacitif qui vous donnera sa valeur exacte et vous alarmera du moindre défaut, test de la résistance interne en ESR de 0 à 40 Ohm, précision 1,5%, et la capacité de 1 μF jusqu’à 22.000 μF, précision 0,2%, etc. Cet appareil étant portable, 103x70x20 mm, fonctionnant sur une pile de 12 V, se place dans une poche ce qui vous permet lors d’une bourse de pièces détachées, de vérifier et de faire votre sélection parmi plusieurs composants exposés. Le prix (TTC) est élevé : 169 Euros. Avec cet appareil vous pouvez sélectionner des composants ‘’neuf’’ dont les différences peuvent varier de + ou – 10 à 20% à plus. Extinction automatique après 30 secondes.
Pour mesurer les condensateurs dont la valeur est inférieure à 1 μF il vous faut un autre testeur de précision.
Vous pouvez trouver des capacimètres moins chers en 2.000 points allant de 200 pF à 20.000 μF en 9 calibres, précision 0,5%, fonctionnant avec une pile de 9V, sous la forme d’un gros multimètre. Le prix : 36,90 Euros.
Dans les multi fonctions RLC numérique avec graphique de barres pour les travails de service et de maintenances, interface USB, etc, précision 0,3 %. Portable : 495 g Alimentation par piles 6 piles de 1,5V AAA.
RLC : R= Résistance ; L= Inductance ; C= Capacitance.
ESR = permet de mesurer la résistance série d’un condensateur électrolytique à l’intérieur ou à l’extérieur d’un circuit.
R : 3 plages de 0 à 200 Mohm (MΩ) Unité : Ω
L : 4 plages de 20 μH à 20 kH (kHenry) Unité : Henry
C : 4 plages de 200 pf à 20 μF
DCR de 200 Ohm à 200 Mohm
ESR de 0,00 ohm à 20,00 Mohm
Fréquence de mesure : 3 plages : de 100 Hz à 100 khz. Unité le Hertz
Le prix TTC : 287,04 Euros.
Tout dépend de son utilisation les prix varient de 25 Euros à plusieurs milliers d’Euros pour l’utilisation en laboratoire.
Chaque condensateur possède une capacité (C)
Son unité est le Farad (F). On utilise des sous-multiples:
-- Le microfarad (µF). 1µF = 10-6 F
-- Le nanofarad (nF). 1nF = 10-9 F
Le picofarad (pF). 1pF = 10-12 F
Dans nos voitures datant d’avant 1950 un autre marquage existait sur les condensateurs :
Dans le système SI, l’unité de longueur est le mètre et la permittivité électrique du vide vaut 8, 854187 10-12 si. Jusque dans les années 50, les capacités des condensateurs pouvaient être marquées en centimètres (cm). Cette unité issue du système CGS (Centimètre, Gramme, Seconde) est proche du picofarad (pF) actuel. Dans le système CSG, l’unité de longueur est le centimètre et la permittivité électrique du vide vaut 0,0795775. En appliquant la formule de calcul de la capacité ci-contre, un condensateur de capacité 1 cm (10-2m) présente donc un rapport S/e de 12,566371. Ce même condensateur dans le système SI aura une capacité de : 8,854187 x 12,566371 x 0,01 soit 1,113 Pf. En TSF, poste portatif ou poste fixe pour voiture ou mixe, hormis les condensateurs d’accord HF précis à 2%, les tolérances de fabrication des condensateurs industriels utilisés dans les postes de radio de cette époque étaient de l'ordre de 20%. On peut, sans trop de risque, assimiler le cm au pF.
Le µµF aussi noté mmF correspond au pF, ici 250µµF équivaut à 250pF
- Le cm a aussi tenté, à une époque, de s'imposer. Ici 1cm correspond à 1.113 pF ; on peut donc sans trop de risques assimiler le cm au pF car 5000cm = 5565pF, l'erreur de conversion 1cm = 1pF est négligeable (+10%) au vu des tolérances de fabrication.
- Le MF ou mF ou encore MFD ne correspond en fait pas à milli Farad mais bien à micro Farad ( µF ) !!! Ici 25 MFD (ou 25mF) correspond alors à 25µF.
Pour les résistances la lecture se faisait de cette façon :
La couleur du corps
La couleur du bout
La couleur du point ou tâche : le multiplicateur du nombre de zéro.
Plus tard : Une couleur supplémentaire sera fixée en bout pour le pourcentage de la tolérance : soit doré ou argent 20%
- Le 1/000µF : Attention à la typographie ! Sur le condensateur il ne s'agit pas de µµF mais bien de µF, malgré les deux "" µ collés !!! Le millième de µF (1/1000µF) correspond au nanofarad, ainsi, 50/1000 de µF correspond à 50nF.
A cette époque tous les autoradios étaient à lampes, la haute tension se faisait à l’aide d’un vibreur simple jusqu’à 4 vibreurs pouvant fournir jusqu’à 350 Volts suivi d’une lampe redresseuse. Le poste de radio pouvant être amovible et fonctionner à la maison sur du courant de 110, 120, 130, ou 220 V alternatif, 25 à 50 périodes. Son prix, en 1934, était de 2500 Francs Or (1770,73Euros en 2015) avec son kit de montage sur la voiture. Il fallait poser des anti-parasites sur les fils de bougies, un condensateur sur la dynamo. 2 gammes d’ondes : PO - GO, Super hétérodyne, 5 lampes, sortie 2W, éclairage cadran. 18,5 x 32,7 x 20 cm. 8,5 kg. Fonctionnement sur batterie de 6V, (12V sur commande.) Le convertisseur sera fixé définitivement sur le plancher et la liaison se fera par un câble relié au boîtier fixé sur le tableau de bord recevant le poste amovible. L’antenne sera composée d’un grillage isolé fixée sous la voiture ou sous dans le pavillon de la voiture, pour une meilleure réception, et le câble sera relié au boîtier fixe. Pas de manipulation à faire pour les branchements électriques. Un modèle ‘’Luxe’’ à 6 lampes + une valve, un courant continu filtré de 325 V, une puissance de 5W, correcteur de réception ‘’fading’’ pour les postes étrangers.
En 1934 le salaire moyen varie de 610 F ( 432,03 Euros en 2015), pour un manœuvre en province, à 4300 F ( 3045,49 Euros en 2015) pour un lieutenant-Colonel.
Le premier récepteur américain à lampes pour auto date de 1922. La commande par câble du son et de la recherche de la station, dans un mini boîtier, il est fixé sur la colonne de direction.
Le premier récepteur à lampes pour auto en Europe date de 1932, le Blaupunkt Autosuper AS5. La commande par câble du son et de la recherche de la station, dans un mini boîtier, il est fixé sur la colonne de direction.
Pourquoi mesurer un condensateur ?
Parce que les condensateurs vieillissent, plus ou moins vite, selon leur température de fonctionnement et que tous ces paramètres peuvent changer et dégrader ou perturber le fonctionnement de votre alimentation quelconque, filtrage radio, anti-parasites, régulateur, circuits électroniques, etc..
N’oubliez pas que nous sommes dans nos voitures Opel pour avoir atteint le Vintage au minimum, pour les plus récentes, avec des condensateurs qui ont pour certains passé la soixantaine et même plus pour certaines.
La capacité, qui peut être nulle quand le diélectrique d’un condensateur électrochimique a complètement séché, ou coulé. Le filtrage de l’alimentation sera moins efficace, le taux d’ondulation va beaucoup augmenter, jusqu’à être audible dans l’auto radio.
Mais dans certains cas elle peut aussi augmenter vu un exemple où la capa chimique est passée de 47 µF à 76 µF, presque le double.
La résistance :
Sur un condensateur parfait elle devrait être infinie, mais lorsque l’isolant se dégrade la résistance diminue et augmente les fuites ( fuites qui vont court-circuiter le montage, donc modifier le comportement du circuit, mais aussi provoquer un échauffement supplémentaire qui dégradera encore plus vide le condo.) La résistance peut diminuer jusqu’au court circuit, c’est particulièrement grave sur un condo ( chimique en particulier ) placé dans le circuit. Ou bien sur un ampli de l’auto radio avec un gros condo en sortie HP, on va griller l’étage de puissance et/ou envoyer du courant continu dans les enceintes et les bobines de HP vont griller aussi. S’il s’agit d’un condo de filtrage de l’alimentation le court circuit dans le condensateur, va fusiller le pont redresseur, le régulateur, la génératrice. Il faudra le changer, mais avant il faudra vérifier la résistance du condensateur de filtrage.
Les condensateurs électrochimiques sont souvent constitués d'un enroulement de feuilles de métal et de papier gorgé d'électrolyte, le tout enfermé dans un cylindre alu.
Ces condensateurs ont tendance à se "périmer" au fil des années car l'électrolyte qui les imbibe sèche, les isolants caoutchoucs vieillissent, et globalement un condensateur qui prend de l'âge peut fuir un liquide toxique, n'avoir plus aucune capacité (donc aucune efficacité) ou Ces vieux condensateurs ne possèdent pas de soupape de sécurité quand la pression interne est trop forte (lors d'un échauffement), c'est en partie pour ça que je préfère ne pas prendre de risques en les remplaçant quasi systématiquement par des neufs.
Même éclater violemment s'il est en court circuit interne et s'échauffe. En effet, un vieux condensateur chimique qui "fuit" peut s'échauffer au point d'éclater en projetant des éclats de métal et de produits chimiques en fusion.
Les nouveaux chimiques :
De même constitution que les anciens, ils sont en revanche beaucoup plus compacts, à capacité et tension d'isolement égales.
Eux en revanche possèdent une soupape de sécurité : le haut du condensateur est doté d'une amorce pour que l'aluminium puisse se rompre facilement et évacuer la pression interne sans éclater en cas de défaillance.
La résistance série : ( l’ ESR ) :
Sur un condo de filtrage d’alimentation elle va réduire le courant de charge et freiner le courant absorbé par l’auto radio, réduisant ainsi sa dynamique, mais aussi provoquer un échauffement supplémentaire qui dégradera encore plus vide le condo. Elle va aussi provoquer une chute de tension d’alimentation continue et limiter la puissance de l’ampli.
L’inductance série :
Elle dépend de la fabrication et du type de condensateur, elle est censée ne pas varier, mais c’est un élément parasite, la question se pose lors du remplacement d’un condensateur par un d’un autre type.
L’inductance est en série avec la capacité et forme un circuit résonant, dont l’impédance va varier en fonction de la fréquence, et s’annuler à la fréquence de résonance qui dépend de C, mais aussi de L.
La précision de la valeur C est en général de + ou – 20 %, c’est énorme !. On pourra ajouter d’autres petites capas en parallèles pour ajuster précisément la valeur d’une capa d’un filtre au pico Farad près pour les puristes !!!!.
Attention en mesurant avec les cordons de mesures, plus le cordon est long plus l’erreur sera grande car l’appareil rajoutera la résistance des cordons et des pinces faussant ainsi complètement la mesure d’ESR. Il faudra fabriquer des cordons beaucoup plus courts ( gros fil, soudures pour éviter les contacts, etc.)
Sur le marché des accessoiristes nous trouvons actuellement des condensateurs de :
Quelques prix à titre indicatif relevés sur Internet :
Capacité 2,2 µF prise anneau dimensions en mm du fil : 100 Type : Universel support de montage Angle prix : 6,38 Euros
Capacité 2,2 µF prise AMP femelle dimensions en mm du fil : 80 Type : Universel support de montage Angle prix : 5,00 Euros
Capacité 2,2 µF prise AMP femelle dimensions en mm du fil : 40 Type : Universel support de montage Angle prix : 6,38 Euros
Capacité 50 µF 50V Radiomatic Référence 361 135. Forme tubulaire sotie cosse plate à oeil . Fixation par une patte plate percée pour une vis de fixation.
Capacité 50 µF 50V marque CV. Forme tubulaire sotie cosse à fourche. Fixation par une patte plate percée pour une vis de fixation.
Filtre antiparasite pour autoradio de 5 à Ampères 12,95 Euros
Filtre antiparasite Haute performance pour autoradio de 10 à Ampères 21,99 Euros
Capuchons de bougies antiparasites sans les fils à partir de 3 Euros
Fil de bougie D5 noir 5 m 10,99 Euros
Fil de bougie D7 noir 5 m 13,99 Euros
Fil de bougie non résistif Beru, diamètre standard 8 mm, étamé disponible en rouge et en noir prix : 8,50 Euros le m.
Faisceau Universel pour 6 cylindres embout à 90° prix : 70,38 Euros
Pour les assortiments de cosses suivant les types : rondes, plates, à sertir, isoler, etc, les prix varient de 9 à + de 100 Euros suivant le contenu et la qualité de 0,5 mm2 à 70 mm2. Grand choix de connecteurs chez AES.
Un grand fournisseur, un grand choix de pièces électriques pour nos anciennes en 6 V et en 12 V - AES -Royaume Uni.-
Classic Auto Elec, un grand choix de pièces électriques pour nos anciennes en 6 V et en 12 V - France-
Condensateur antiparasite à mettre sur le + de la bobine HT : un condensateur de 2 MF isolé à 200 V type Facon 633
Sur la dynamo un condensateur compris entre 0,5 à 50 µF .
Certains condensateurs ont deux capacités : exemple 2 µF + 47 µF pour un antiparasite de dynamo
Dans certain cas, c'est le régulateur de tension qui provoque un parasite périodique: Il convient de placer un condensateur 0,5 a 5 µF entre la borne plus et la masse. Si cela ne suffit pas, alors tenter de placer un ou deux filtres spéciaux. Pour cerner l'origine de ce type de parasite: Débrancher la borne excitation: Le parasite doit cesser.
Sur les accessoires: Une fois identifié celui qui parasite, placer entre le + et la masse un condensateur de 0.5 à 5 µF.
Dans les cas ou ces déparasitages de base s'avèrent insuffisants, les condensateurs peuvent être remplacés par des filtres spéciaux:
Exemple des filtres FACON: 633 pour dynamo - 658 pour l'alternateur - 631(circuit excitation) et 658 (circuit +) pour les régulateurs - 636 pour l'essuie glace - 630 pour la montre - 660 pour la bobine. A la différence des condensateurs simples, les filtres ont, outre le corps qui se place à la masse, une entrée et une sortie. En fonction de leur usage, ils peuvent contenir une ou des selfs et un ou des condensateurs, en fonction du parasite.
Le prix d’un filtre antiparasite varie de 3 Euros à 45 Euros ; 3 Ampères, 5 A, 7 A, 10 A, du bas de gamma au moyenne gamme.
N’oublions pas que les cosses électriques rondes de nos anciennes Opel en 6V ont différents diamètres, exemple : 4 mm, 5 mm, les cosses de liaisons, fusibles en stéatite (classique : 24 mm de long) + fusibles spéciaux miniatures (en stéatite : 14 mm de long, 20 A, les 2 versions montées sur la même platine spéciale porte fusibles ) visseries en Inchs, pouces (origine Chevrolet U.S), relais spéciaux (allemand), etc.
Les différentes capacités, filtres, antiparasites récupérées sur plusieurs Kapitän Panoramique P2.
Capacité antiparasite radio fabrication Bosch - Germany.
A fixer sur le point B + de la génératrice.
Référence : 1 297 330 009
Elément forme cylindrique. 40,5 x 21,6 mm. Fixation par un collier de serrage amovible pour la mise à la masse, trou de 6,3 mm.
Capacité antiparasite radio fabrication Beru - Germany
Référence : SK 213/3S
3 µF 110 V = Max 80°C.
Elément forme cylindrique. 51,6 x 24 mm. Fixation par un collier de serrage amovible pour la mise à la masse, trou de 8,2 mm.
La connectique se fait par un câble avec une cosse AMP avec un raccord mâle et femelle. La cosse étant fixée sur la borne + de la bobine à haute tension.
Antiparasite fabrication Beru - Germany.
Référence : FK 216/11
2,2 µF 110V 100°C max.
Elément : Boîtier rectangulaire 30,5 x 18 x 10 mm. Sur extrémité le câble de liaison avec une cosse ouverte, de l’autre côté une patte en métal percée d’un trou de 6,7 mm pour la fixation à la masse.
Antiparasite radio fabrication Bosch - Germany.
3 µF 160V 70° C.
Référence : EMKO 9Z48Z
Elément forme cylindrique. 40,5 x 21,6 mm.
La connectique se fait par un câble avec une cosse AMP avec un raccord mâle et femelle. La cosse étant fixée sur la borne + de la bobine à haute tension. Fixation par un collier de serrage amovible pour la mise à la masse.
Capacité antiparasite radio avec self de filtrage fabrication Bosch - Germany.
Référence : 0290 002 002.
Elément forme cylindrique. 40 x 22,7 mm.
L’entrée du filtre : Une cosse en laiton percée et filetée reçoit une vis de diamètre 4,5 mm pour l’alimentation.
La sortie se fait par un cordon de liaison isolé de couleur rouge munie d’une cosse ouverte.
Fixation par un collier de serrage amovible pour la mise à la masse, trou de 6,3 mm.
Capacité antiparasite radio fabrication Bosch - Germany.
Référence : 1297 330 070.
Elément forme cylindrique. 28,3 x 23,6 mm.
2 cosses en laiton, percée chacune et filetée recevant chacune une vis de 4,5 mm avec chacune une rondelle Grower. Le filtre comporte une capacité incorporée de 0,5 µF. Fixation par un collier de serrage amovible pour la mise à la masse, trou de 6,3 mm.
Les connecteurs et les câbles d’allumage sont constamment soumis à des contraintes sévères : des tensions de 40 000 V, des températures allant jusqu’à 250°C, des vibrations, l’eau saline, des poussières ou des nettoyants, pour n’en citer que quelques-unes. C’est pour mieux répondre à cela que les constructeurs conçoivent des faisceaux de câbles d’allumage absolument étanches, résistants à la corrosion, caractérisés par un système de connexion particulièrement fiable et présentant une excellente tenue aux efforts alternés. Les faisceaux
de câbles d’allumage sont disponibles en qualité première monte et déparasités, conformément à la norme VDE, en cas de besoin.
Les constructeurs européens utilisent généralement trois types de câbles d’allumage sur les véhicules au départ d’usine : des câbles d’allumage antiparasités avec une âme à résistance bobinée ou au carbone ou alors des câbles d’allumage à noyau de cuivre où la résistance d'antiparasitage est intégrée dans les connecteurs. Il y a quelques années, des connecteurs en
Bakélite et des fils d'allumage en PVC équipait encore la majorité des véhicules. Les connecteurs de bougie n’étaient alors point étanches à l’eau ou à la saleté. Une bonne raison donc pour préconiser des câbles d’allumage et des connecteurs de qualité pour le post-équipement. Choisissez les systèmes pour les câbles d’allumage à noyau de cuivre et pour les câbles d’allumage antiparasités. Ces câbles de qualité garantissent un ordre d’allumage précis, une meilleure performance du moteur et des économies notables de carburant conformément à la qualité première.
Anciens Nouveaux
PVC Silicone
Rigidité diélectrique en V
Câbles d’allumage
15 000 V 40 000 V
Tenue à la chaleur
80 °C 250 °C
Etanchéité à l’eau et à l’humidité
Limitée 100 %
Un bon câble d’allumage isolant intérieur en silicone (noyau) Isolation maximale, protège contre les pertes d’énergie, grande souplesse.
Fil : Fil de résistance en acier pour une transmission optimale de la tension à des valeurs de résistance constantes.
Silicone ferromagnétique pour un antiparasitage efficace.
Gaine en textile renforce le câble d’allumage, garantit une meilleure résistance et augmente ainsi la durée de vie du câble.
Enveloppe silicone à haute résistance thermique (-60 °C à +250 °C), à vie longue.
Protège efficacement contre l’action de l’huile, des carburants, de l’eau saline, des produits chimiques, de la chaleur et d’autres contraintes extérieures.
Prévoir de la graisse spéciale pour la fiabilité du montage des connecteurs sur les bougies.
Il existe plusieurs contacts d’allumage différents, manchons de câbles différents suivant les marques, dans la même marque et les types de voitures.
Dans les grandes marques : Tous les faisceaux d'allumage sont fabriqués selon les normes ISO 3808 et ISO 6856 et disposent d'une isolation extérieure de la classe de résistance à la température la plus élevée (ISO F).
Choisir selon son montage à réaliser :
Faisceaux d'allumage avec noyau en cuivre
Faisceaux d'allumage à résistance en carbone
Faisceaux d'allumage à réactance inductive
Mais ils ne sont pas tous égaux en terme de qualité.
Bien sûr, les fabricants de fils d'allumage réduisent considérable les coûts de fabrication en utilisant moins de fils fins et moins de recherche pour obtenir des faisceaux électro- magnétiquement isolés. À titre d'indication, ils trouvent un marché lucratif entre des pièces marketing, qui marque dans la publicité de leurs fils d'allumage, une "faible résistance" des conducteurs, en dépit du fait que cette "faible résistance" ne contribue en rien à faire un faisceau d'allumage de meilleures performances, et la suppression des perturbations électromagnétique n'est pas correctement assurée (RFI EMI).
(EMI : Interférences électromagnétiques – RFI : interférences radio)
Comme cela a été dit précédemment, il faut qu’il soit résistant à l'essence et à l'huile, extrêmement résistant à la température et qu’il soit conçu pour les hautes tensions d'allumage.
Quelle est la fonction du faisceau d’allumage ?
En langage technique, le faisceau d’allumage récupère l’énergie haute tension délivrée par la bobine, pour la transporter jusqu’aux bougies. Un mécanisme qui produit une étincelle nécessaire à l’allumage ! Outre cette fonction, il s’avère également très protecteur à l’égard de ses congénères : Il protège tous les circuits électriques et électroniques, afin de les prémunir contre les perturbations électromagnétiques produites par la haute tension. Il a alors un rôle de système antiparasitage !
Pourquoi changer son faisceau d’allumage ?
Lors d’un dysfonctionnement du faisceau d’allumage, votre véhicule éprouve quelques difficultés à assurer au quotidien les tâches que vous lui demandiez jusqu’à présent : C’est le Burn-out ! Votre automobile peut alors s’immobiliser et ne plus démarrer. Vous risquez également d’endommager les bougies, la tête d’allumage et la batterie. Il est donc inutile d’attendre que le mal soit fait, alors qu’il est si simple de procéder au remplacement de son faisceau d’allumage.
Burn-out : Epuisement, surcharge mécanique des composants avant l’irréparable…
Comment détecter un faisceau d’allumage défectueux ?
Vous avez l’impression de passer trop souvent à la pompe ? C’est le premier appel au secours de votre faisceau d’allumage : Votre véhicule consomment le carburant de manière excessive, polluent l’atmosphère sans se retenir et se fait capricieux au moment du démarrage, surtout par temps froid ou humide. Votre voiture subit également une baisse de tension, que vous constaterez par des trous à l’accélération, une perte fréquente de puissance et un encrassement abusif des bougies.
Quand changer son faisceau d’allumage ?
Soumis à de rudes épreuves, particulièrement en hiver, le faisceau d’allumage vieillit et souffre ! Sa durée de vie est amplement influencée par les changements brusques de température, l’humidité et l’ozone. Le faisceau d’allumage doit également faire face à son environnement mécanique : Les huiles, le carburant, les variations de tension et les vibrations sont très loin de l’aider. Pour bien faire, un bon faisceau d’allumage et un faisceau d’allumage changé tous les 3 ans, ou tous les 70 000 km. L’idéal serait d’y penser au moment de renouveler les bougies, ou même lorsque vous remplacerez la tête d’allumage.
Le prix d’un faisceau d’allumage pour un 4 cylindres est de l’ordre de 49 Euros à + suivant la structure interne du conducteur, de 59 Euros à + pour un 6 cylindres à +, 69 Euros à + pour un V8.
Fil haute tension standard en PVC - conducteur cuivre 1,1 mm2 - diamètre extérieur 7 mm 3,5 Euros le m.
Fil haute tension en silicone non résistif - conducteur cuivre 1,1 mm2 - diamètre extérieur 7 mm 7,5 Euros le m.
Fil haute tension silicone résistif Beru câble haute performance bleu diamètre extérieur 7 mm, constitué d’une gaine en silicone et d’un câble en acier inoxydable torsadé tressé en mailles fines. Ce câble permet une grande précision dans les valeurs ohmiques et un meilleur déparasitage, 5,6 K. 14,90 Euros le m.
Il existe d’autres fils en PVC, l’âme en cuivre étamé en diamètre extérieur de 5 mm, 8 mm, en PVC recouvert de coton, etc, de 6,50 à 10 Euros le m.
Il existe différentes couleurs de faisceaux d’allumage : En rouge, noir, bleu, jaune, pourpre, vert, marron, argent, etc, suivant le type de produit disponible chez le fabriquant. Pour ceux qui ont une flotte de véhicules il existe des rouleaux en 10 m, 20m, 25 m, 30 m.
Le prix d’un faisceau d’allumage sur mesure (prix de départ) pour un 4 cylindres est de l’ordre de 59 Euros, pour un 6 cylindres est de l’ordre de 79 Euros, pour un 8 cylindres de l’ordre de 89 Euros ( prix de base) chez Classic Auto Elec. Vous pourrez choisir les différents types de produits moyennant un supplément de prix, demander un devis avant toute intervention.
Il existe un kit de réparation rapide pour le sertissage des câbles d’allumage. Un coffret comportant la pince, différents manchons, capuchons, gaines, notice d’utilisation, etc.
Rien que la pince Pro ZAZ 3, seule à sertir, coûte entre : 292,15 et 328, 59 Euros TTC suivant les revendeurs. A ce tarif là, il vaut mieux se faire réaliser tous les câbles d’allumage par une station Pro, une usine, avec une garantie. Cela vous coûtera nettement moins cher et en + sans erreur de sertissage, fuite, coupure, amorçage, loupés d’allumage de temps en temps, etc.
Vous trouverez des pinces à sertir cosses d’allumage, moins cher, à 69 Euros.
Pince à sertir pour cosses isolées et non isolées - 5 jeux de mâchoires.
Pince à sertir professionnelle à cliquet et mâchoires réglables. Le cliquet permet de s'assurer un sertissage parfaitement effectué. Livrée dans un boîtier avec 5 jeux de mâchoires interchangeables (pour cosses isolées et non isolées). 99 Euros. D’après les internautes : excellent produit, très bon matériel.
Pour sertir les cosses de batterie il faut acheter une pince spéciale pour cosses tubulaires allant de 10 à 120 mm2. 119 Euros.
Pince pour insérer les cosses cylindriques dans les connecteurs de 4,7 mm, 34,90 Euros.
Pour nos anciennes :
Accessoires :
Les différentes cosses : universelle, pour distributeur/bobine, cosse coudée distributeur/bobine, cosse pour bougie, cosse pour bougie coudée, cosse pour distributeur /bobine à visser, pour câble de 7 mm, en acier plaqué, cache cosse diamètre 19 mm, de 0,50 Euros à 1,20 Euros pièce.
Assortiment pinces et cosses à sertir :
Coffret d'assortiment de cosses à sertir composé de :
- 1 pince à sertir professionnelle, avec 2 jeux de mors permettant de sertir les cosses isolées et non isolées.
- 1000 cosses panachées. 119 Euros.
Dans les câblages ils existent cosses rondes spécifiques de différents diamètres à sertir sur nos anciennes en 6V/12V.
Cosses non isolées
En mâle diamètre 2 mm, 4 mm pour câble de 0,5 – 2,5 mm2 boîte de 100 pcs
En femelle diamètre 2 mm, 4 mm pour câble de 0,5 – 2,5 mm2 boîte de 100 pcs
L’isolation se fera par une gaine thermo rétractable de 2,4 mm de diamètre à 25,4 mm vendue sous blister par 5x1,20m en plusieurs couleurs : noir, rouge, etc. Soit en gaine thermo rétractable, manchon de 5 cm de long, de 2,4 à 19,1 mm de diamètre sous blister de 500 pcs.
Cosses cylindriques mâles isolées
En M4 Câble de 0,5 – 1 mm, 1 à 2,5 mm, 4 à 6 mm. Couleurs : Rouge, bleu, jaune.
Cosses cylindriques mâles isolées
En M5 Câble de 0,5 – 1 mm, 1 à 2,5 mm, 4 à 6 mm. Couleurs : Rouge, bleu, jaune.
Cosses cylindriques femelles isolées
En M4 Câble de 0,5 – 1 mm, 1 à 2,5 mm, 4 à 6 mm. Couleurs : Rouge, bleu, jaune.
Cosses cylindriques femelles isolées
En M5 Câble de 0,5 – 1 mm, 1 à 2,5 mm, 4 à 6 mm. Couleurs : Rouge, bleu, jaune.
Sous blister ou en boîte par 10, 100, 1.000.
Etc….
Il existe beaucoup de modèles de cosses différentes chez cet équipementier (depuis 1964) pour refaire tous les câblages de nos anciennes Opel. Une large gamme de composants électriques. Possibilité d’accéder au catalogue en pdf. Rien que 26 pages sur les différentes cosses, etc, etc.
Ets Casteels France SARL
Casteels France ZA du Champ de Courses 76560 Doudeville France
Tel : 33 (0) 2.32.70.64.02
Fax : 33 (0) 2.32.70.64.20
casteels.france@casteels.biz
Pour nos amis belges
Ets Casteels S.A (Belgique)
Casteels SA Belgique 8/10 rue Victor Jacobs BRUXELLES. Belgique.
Tel : 32 (0) 2/648.35.17
Fax : 32 (0) 2/648.65.95
info@casteels.biz
LD Historien de l'OOCB
Daniel- Messages : 544
Date d'inscription : 22/04/2012
Age : 81
Localisation : Paris Ouest
![]()
![]()
Page 5 sur 8 • ![]() 1, 2, 3, 4, 5, 6, 7, 8
1, 2, 3, 4, 5, 6, 7, 8 ![]()
![]()

 Sujets similaires
Sujets similaires» Opel Rekord Restauration.
» Restauration Ascona C.
» Bonnes années à tous
» Moteur 2.0L 16V
oocb :: Partie Publique :: L'atelier